焼き入れ鋼を超硬チップで加工したい!



セコツールズ
コーティング超硬 TH1000
焼き入れ鋼の低速・断続加工、もしくは低~中量ロット時の加工にオススメなコーティング超硬材質です。
この記事の目次
概要
旋削加工において焼き入れ鋼の仕上げ加工にはCBNチップが利用されることが多いですが、材質の特性上、チップが欠けやすかったり工具単価が高価なことが悩みになりやすい工具です。
近年では低速・断続加工向けの欠損に強いCBN材質も出てきていますが、材質特性そのものを飛び越えることは難しいのが現状です。
そこで、セコツールズから上記のお悩みにお答えできる可能性のある高硬度材加工用コーティング超硬材質が出ていますので、いくつかの条件でテストしてみました。
目安となる一般鋼向け超硬材質、低速・断続加工向けの最新型CBN材質に加え、同じようなコンセプトの高硬度材向けコーティング超硬でも検証。
どういった加工条件下でご活用頂くのが最適か、ご参考になれば幸いです。
比較工具のご紹介

全てDN○○150404タイプで比較。
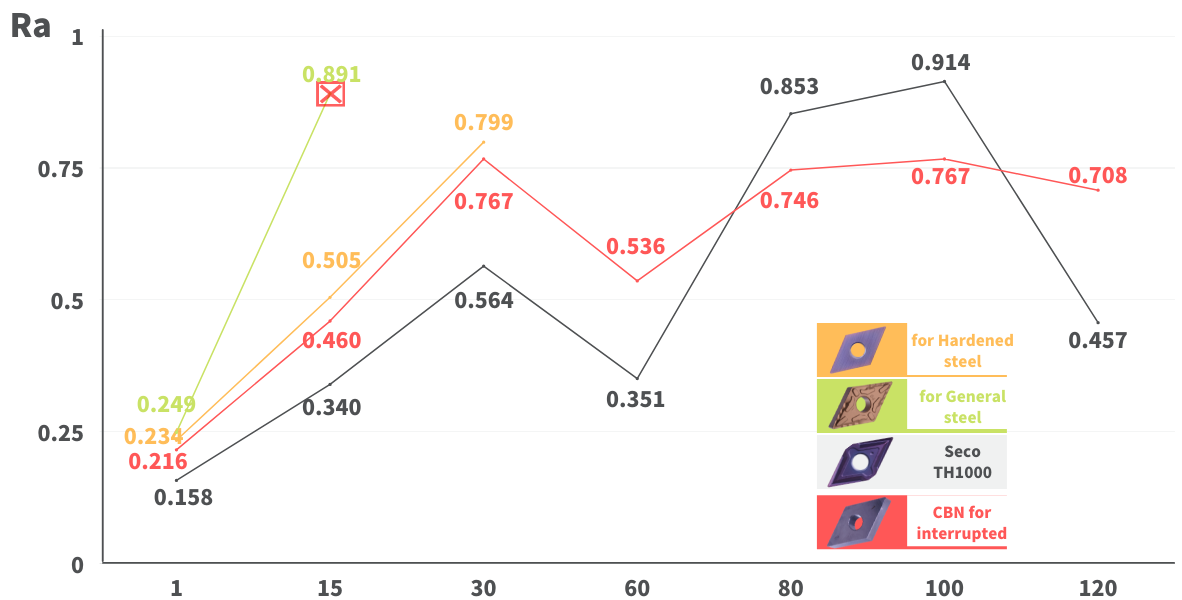
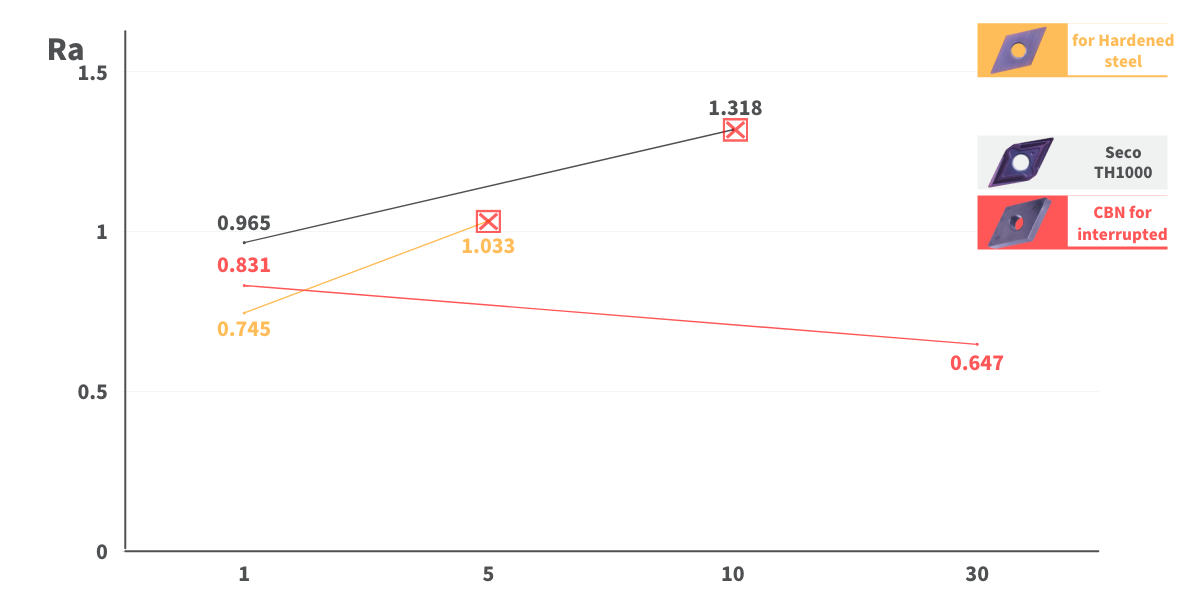
各工具のメーカー推奨加工条件イメージグラフ
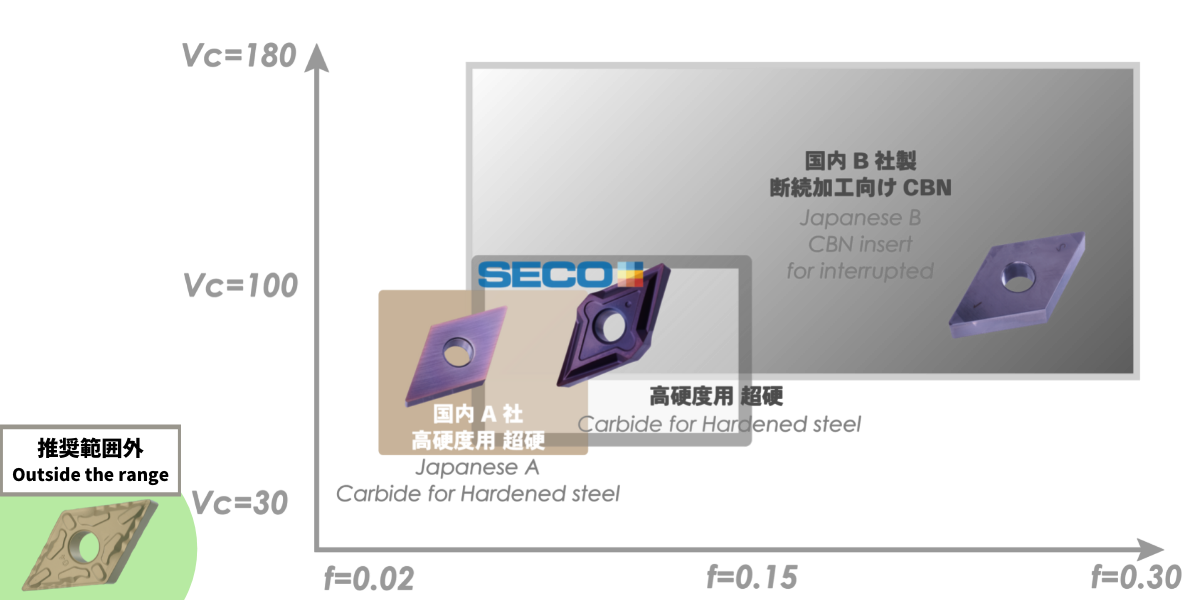
加工工具の推奨加工条件
高硬度材(HRC60)
国内A社 高硬度用:Vc=40~100m/min, f=0.02~0.10mm/rev.
国内B社 最新CBN :Vc=60~180m/min, f=0.05~0.30mm/rev.
SECO 高硬度用:Vc45~110m/min,0.05~0.145mm/rev.
(TH1000の加工条件 情報元:セコツールズジャパン)
加工テスト
-

使用設備
Mazak QT-compact200MY -

ワーク材質:SKD11

基本的にどの製品も、欠損しない限り白濁等の異常は見られませんでした。
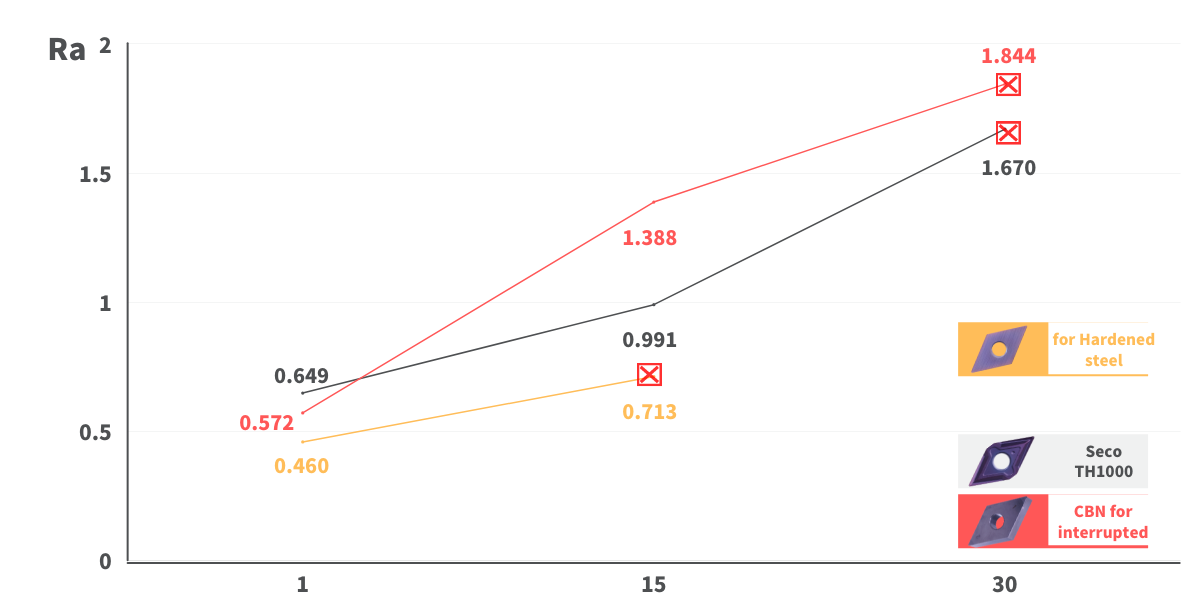
加工条件:Vc=30m/min、f=0.03mm/rev.
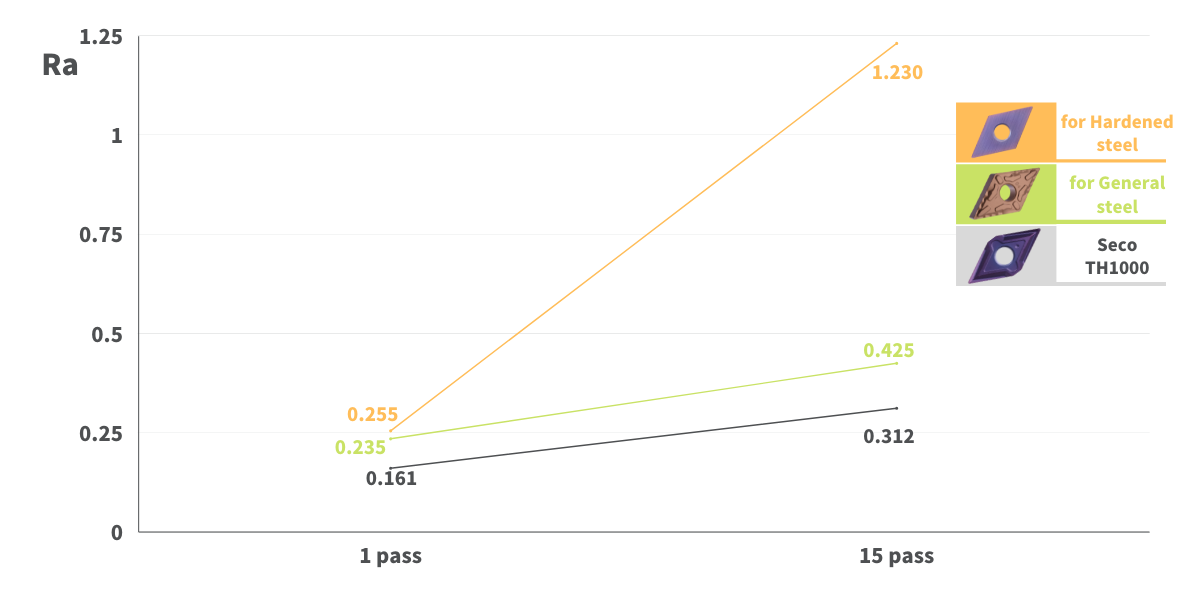
15パス加工後
国内A社製 高硬度向け超硬最もメーカー推奨加工条件に近い工具であったが、早々にRaが大きく悪化した。

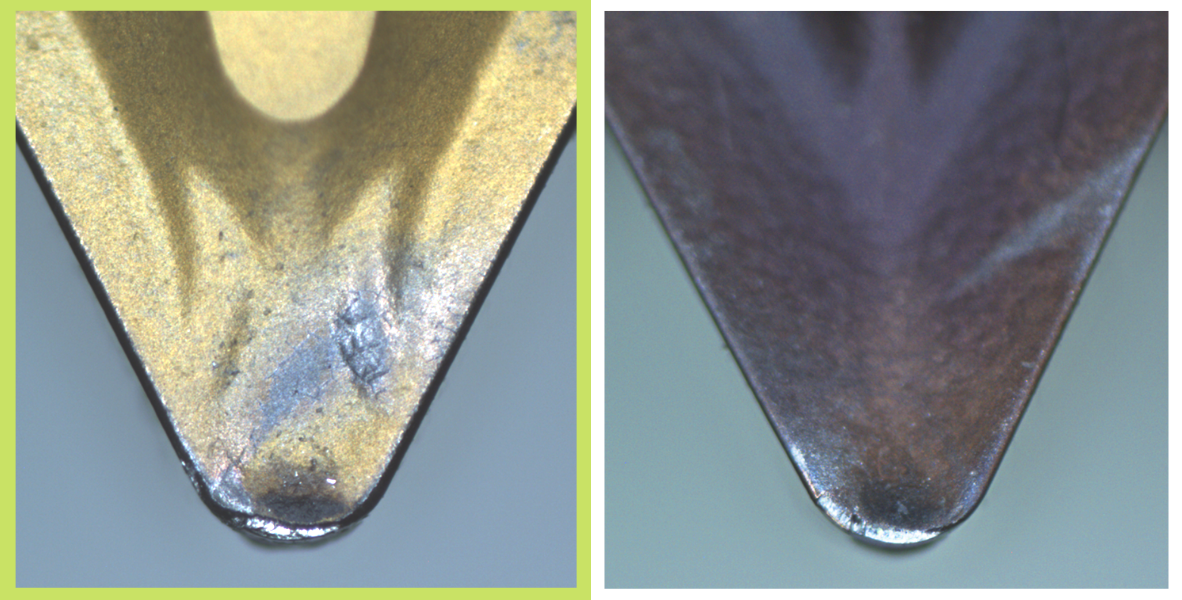
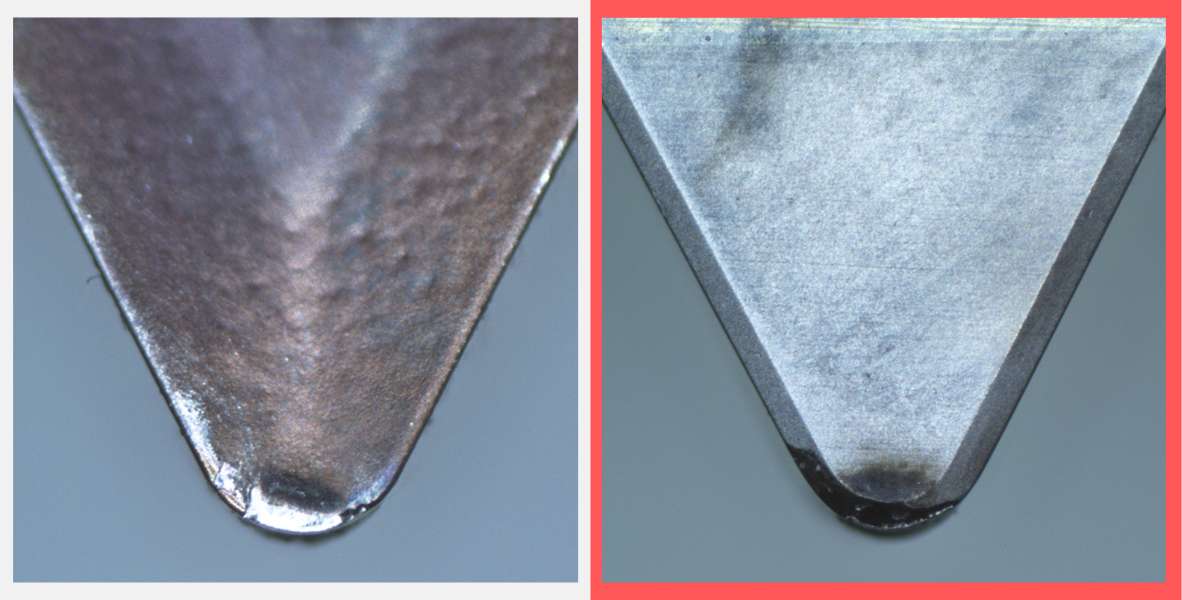
左:国内A社製 一般鋼用超硬、右:セコツールズTH1000
加工条件:Vc=50m/min、f=0.05mm/rev.
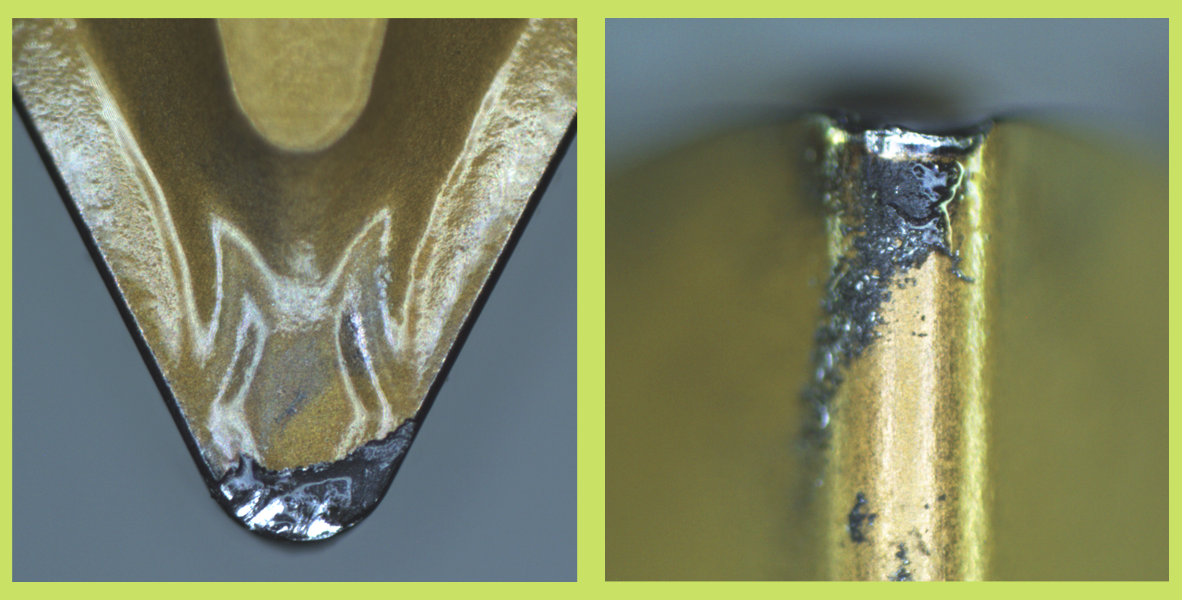
15パス
国内A社製 一般鋼用超硬材質15パスで欠損が発生。
30パス
国内A社製 高硬度向け超硬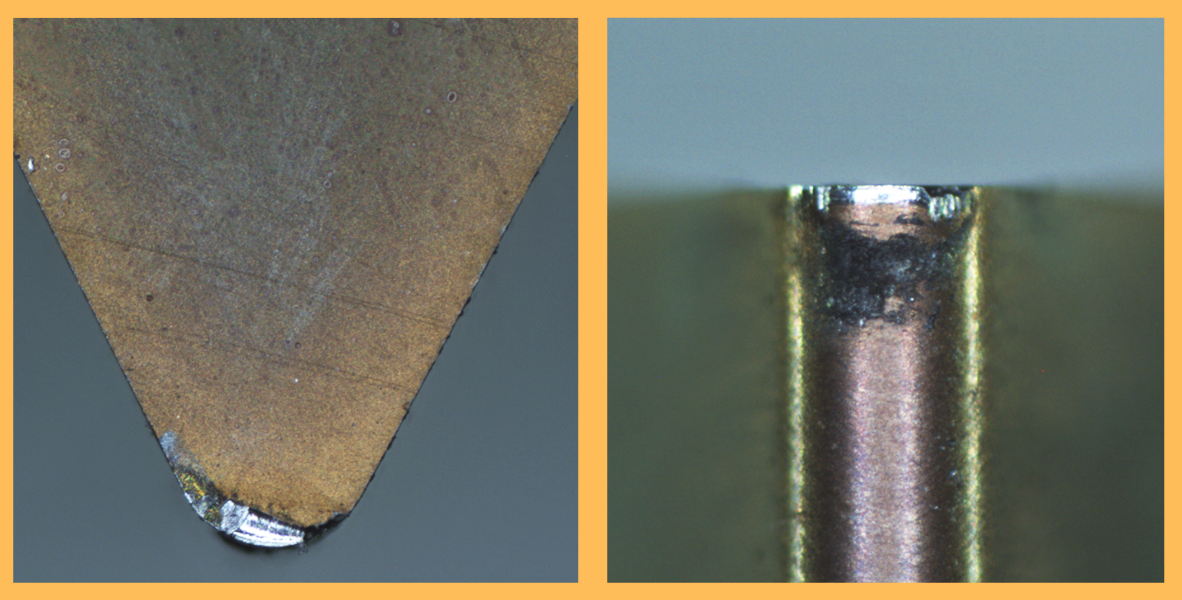
左:セコTH1000、右:国内B社製CBN
120パス
左:セコTH1000、右:国内B社製CBN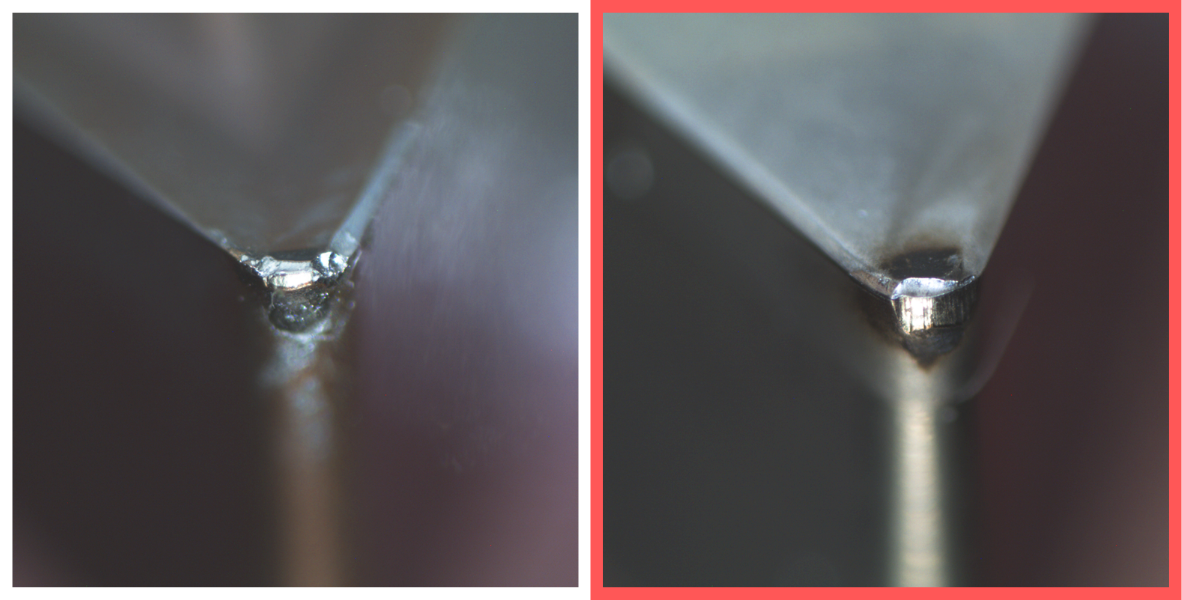
加工条件:Vc=100m/min、f=0.08mm/rev.
15パス
国内A社製高硬度向け超硬材質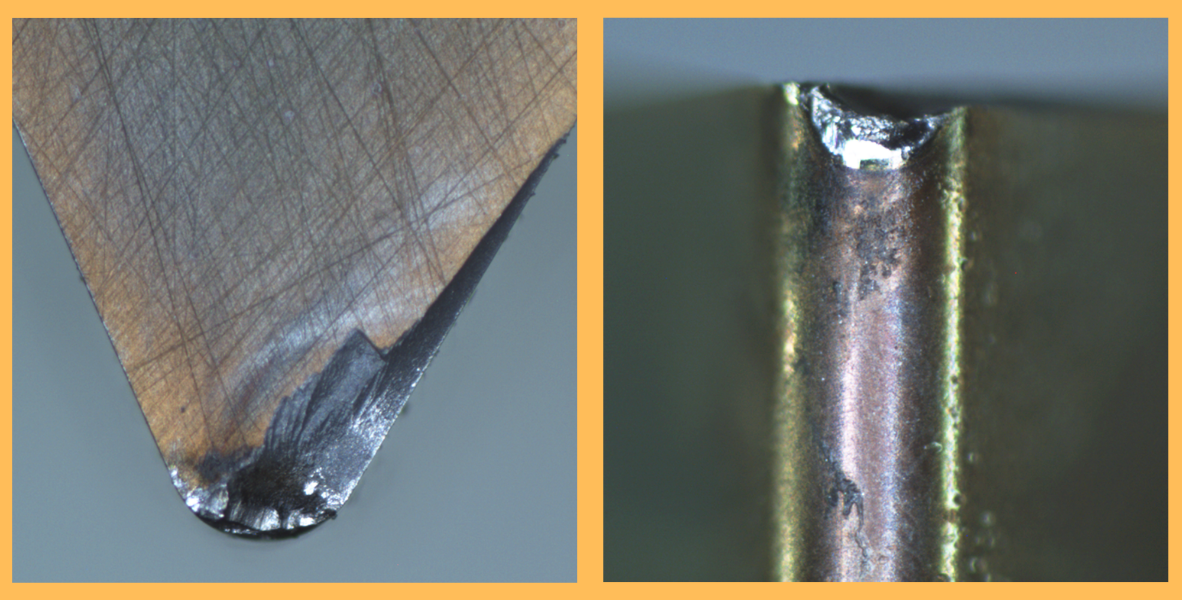
30パス
左:セコTH1000、右:国内B社製CBN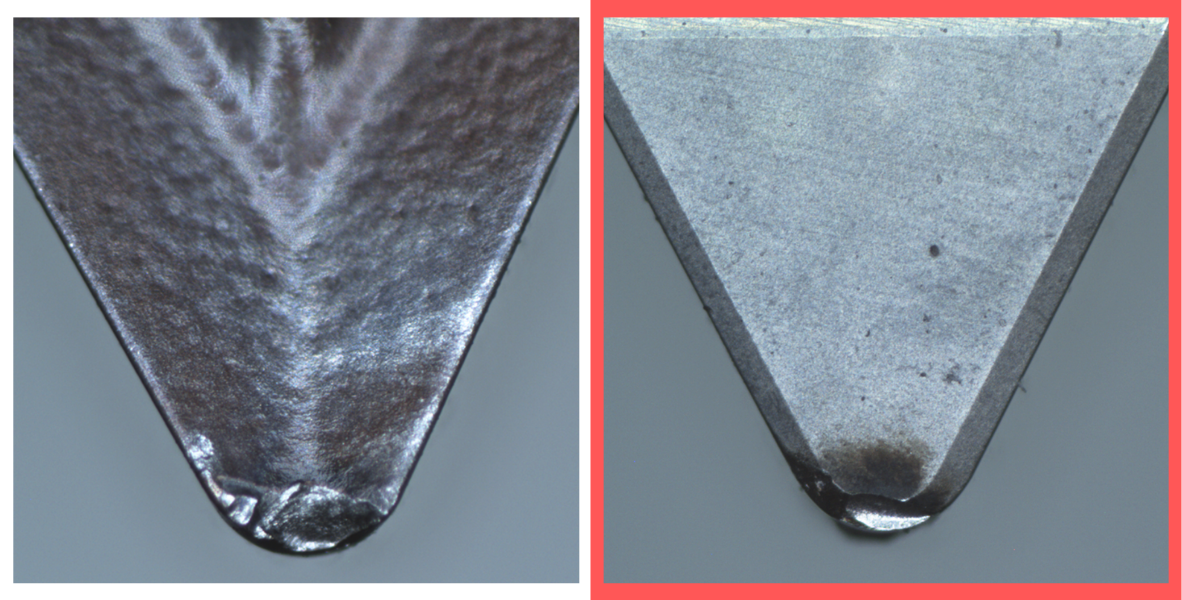
加工条件:Vc=150m/min、f=0.10mm/rev.
5パス
国内A社製高硬度向け超硬材質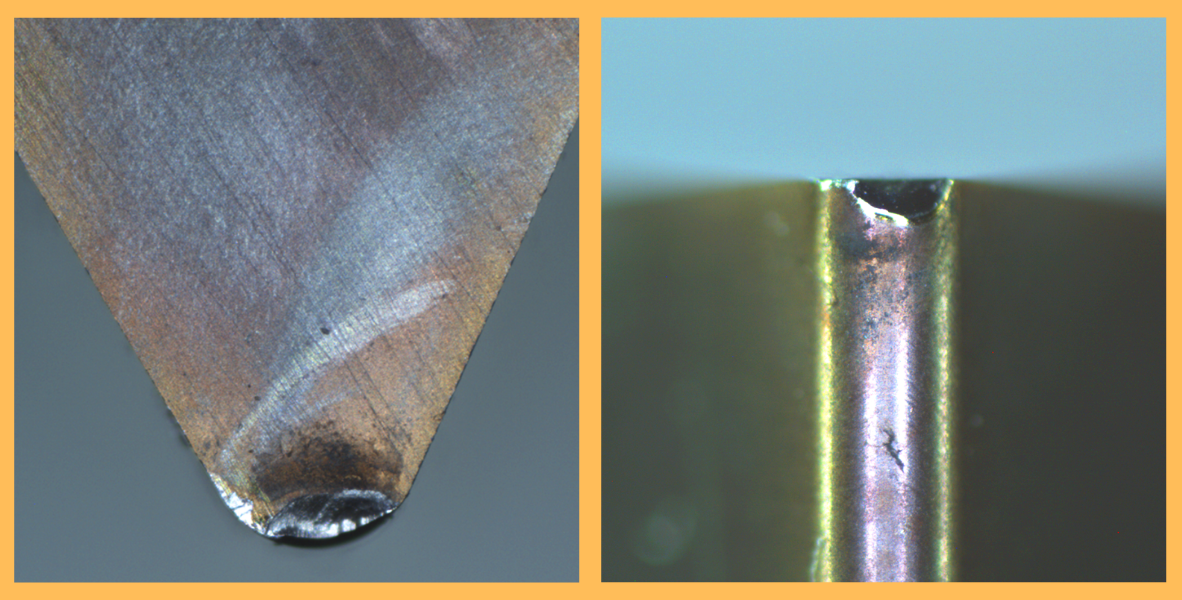
10パス
セコツールズ高硬度向け超硬材質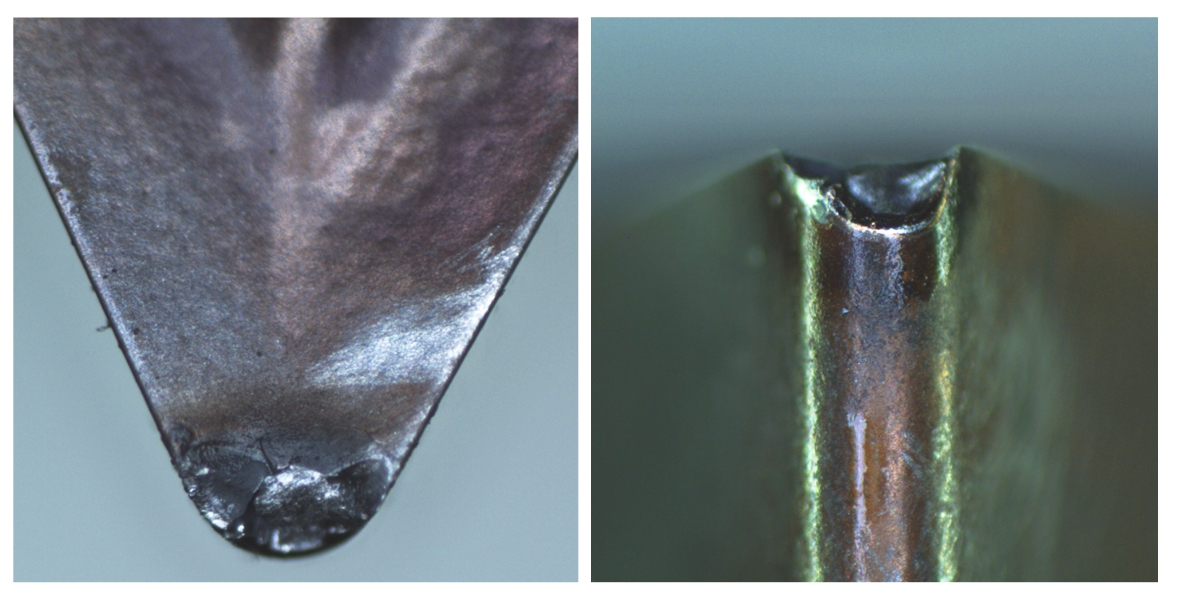
30パス
国内B社製 低速・断続向けCBN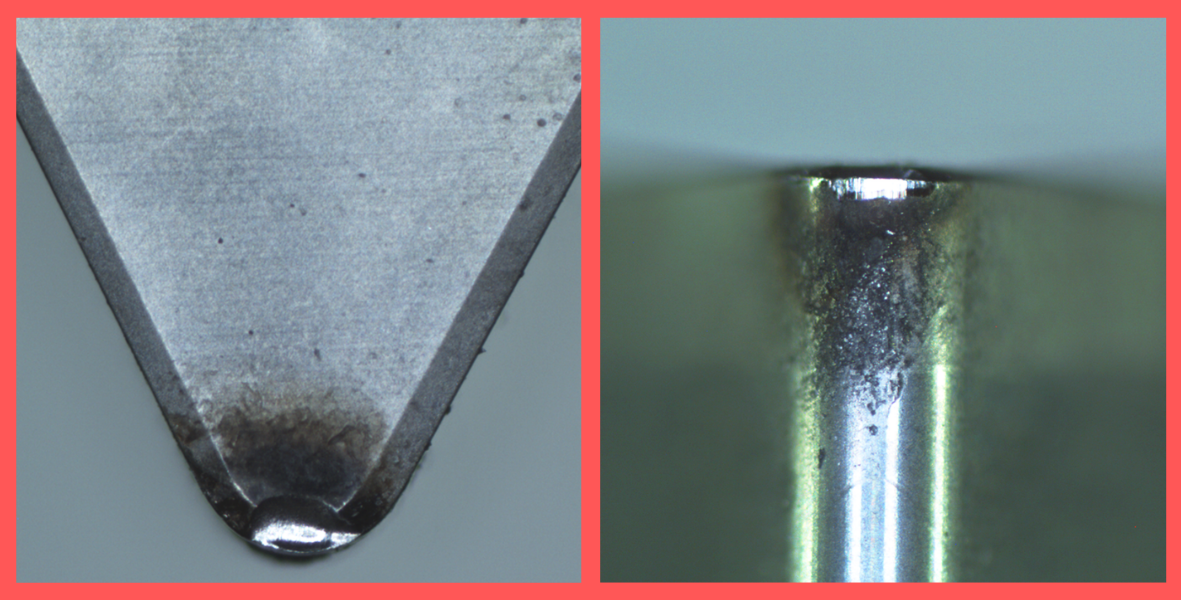
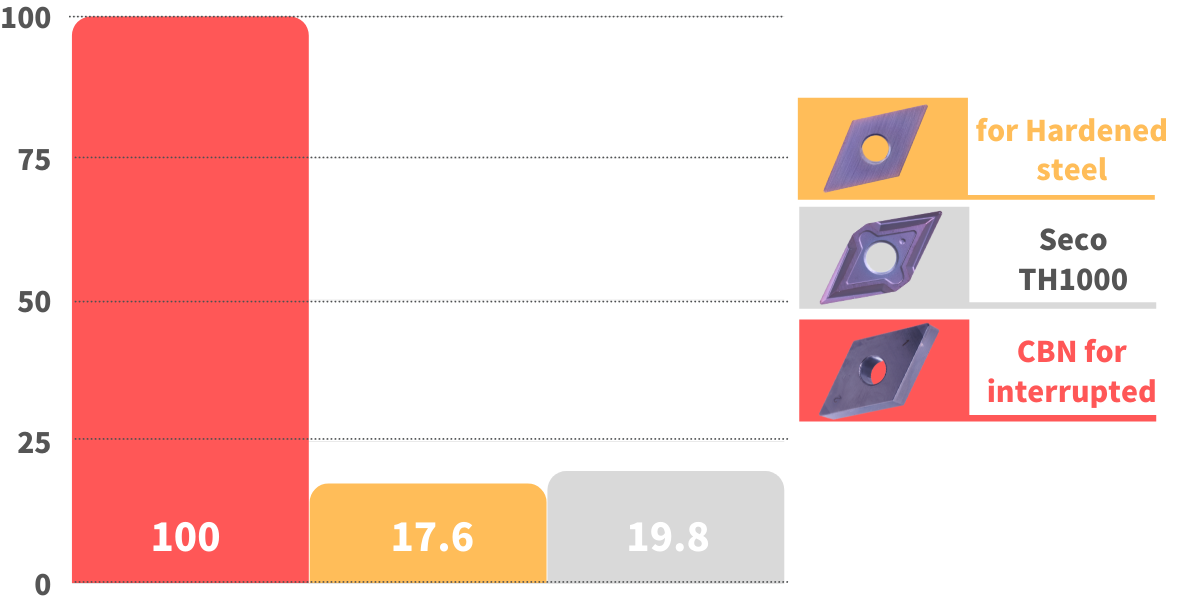
価格イメージグラフ