切れ味不足と切りくず処理の改善 チップ式高送り工具


![]()
![]()
ロジック4フィード
FFX4 XNMU
工具径Φ12からラインナップ:チップ式高送りエンドミル
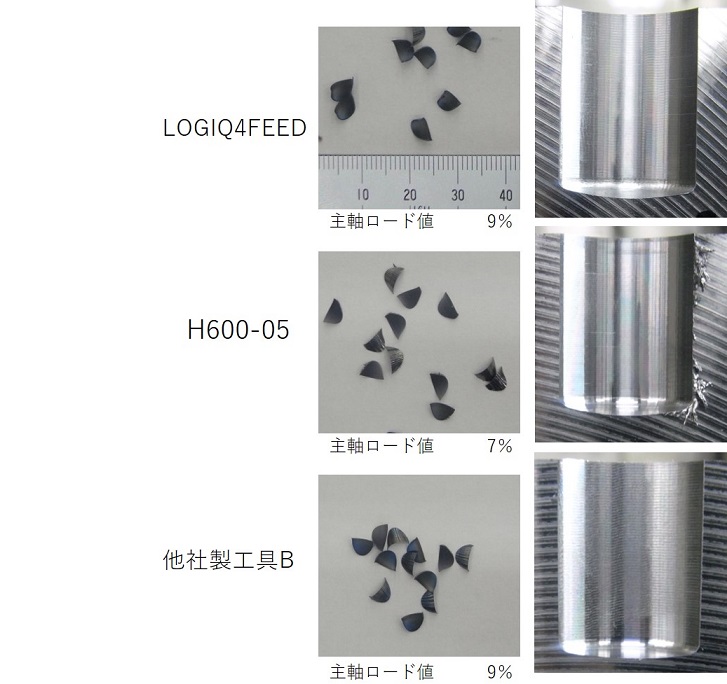
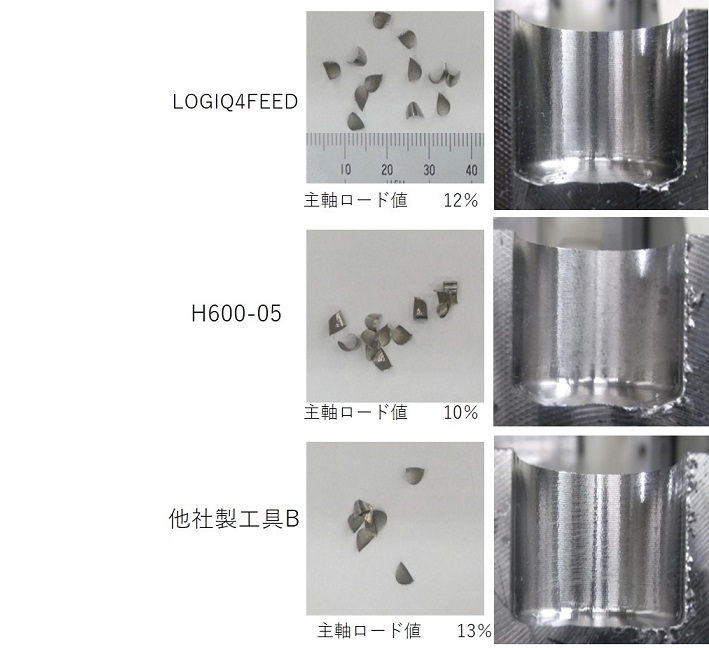
▪イスカル低抵抗チップ式高送り工具と他社製品比較のテスト結果をご紹介。
チップの大きなスクイ角により小型工作機械においても高送り加工が期待できます。

-
両面使いのチップでも芯厚をしっかり確保。
チップ式エンドミルの剛性の要ともいえる芯厚を、
両面使いのチップでもしっかり確保しています。 -
非常に大きなスクイ角。
切れ味を上げる為、スクイ角を大きくするデザインを実現
ロジック4フィードとイスカルH600、他社製高送り工具での比較テスト
-

テスト設備
オークマMA550VB
BT50縦型マシニングセンター -

ワーククランプ状況
□200×高さ120ブロック材
材質:SCM440、SUS304
比較工具
-

ロジック4フィード
切り込み角: 17° シャンクサイズ: Φ12,16,20,25,32 最大切り込み量: 0.8mm コーナー数: 4コーナー 刃枚数: 4枚 -

比較対象A(イスカルH600-05)
切り込み角: 17° シャンクサイズ: Φ25,32,40 最大切り込み量: 1.0mm コーナー数: 6コーナー 刃枚数: 3枚 -

比較対象B(他社製高送り工具)
切り込み角: 12° シャンクサイズ: Φ16,20,25,32 最大切り込み量: 1.0mm コーナー数: 4コーナー 刃枚数: 4枚
比較結果:
ロジック4フィードはおおむね加工面がキレイ。
プランジ加工のムシレ、溝加工の入口壁面のバリを抑制できた。
正面フライス加工:SCM440
Vc=150m/min、ap=0.5mm、ae=15mm 送り表記は、刃当たりの送り

※同一工具の送りの違いでは、加工面に大きな差は見られなかった。
正面フライス加工:SUS304
Vc=100m/min、ap=0.5mm、ae=15mm 送り表記は、刃当たりの送り

※同一工具の送りの違いでは、加工面に大きな差は見られなかった。
プランジ加工:SCM440
Vc=120m/min、fz=0.07mm/tooth ap=20mm、ae=3mm
プランジ加工:SUS304
Vc=80m/min、fz=0.07mm/tooth ap=20mm、ae=3mm
溝加工:SCM440
Vc=120m/min、fz=0.4mm/tooth ap=0.5mm、ae=25mm

推奨加工条件一覧

製品詳細イスカルwebサイト
チップ:
https://www.iscar.com/eCatalog/Family.aspx?fnum=4291&mapp=ML&app=0&GFSTYP=M&fr=1
ホルダー:
https://www.iscar.com/eCatalog/Family.aspx?fnum=4291&mapp=ML&app=0&pageType=4&rel=T
こんなニーズにお応えできます。
-
チップ式高送り(小径)
チップ式高送り工具における切れ味不足と切り屑排出の問題を改善するチップ設計。
-
幅広い被削材に対応
共通ホルダーで幅広い被削材に対応するチップ材質をラインナップしています。
-
様々なご利用シーンに
幅広いホルダータイプをラインナップしています。フェースミルタイプやマルチマスタータイプも