逆段エンドミルを追加 ニューセンチュリー


![]()
防振機構付き
逆段エンドミル
ご好評いただいております 汎用エンドミルシリーズ「ニューセンチュリー」に逆段タイプが追加されました。不等分割・不等リード仕様です。
製品特徴
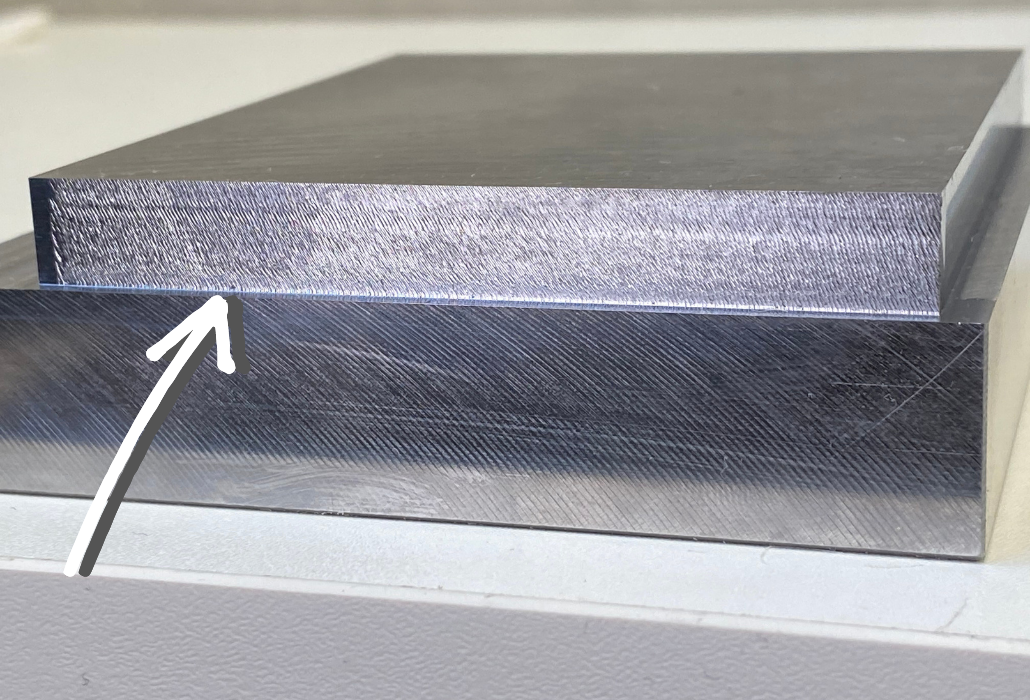
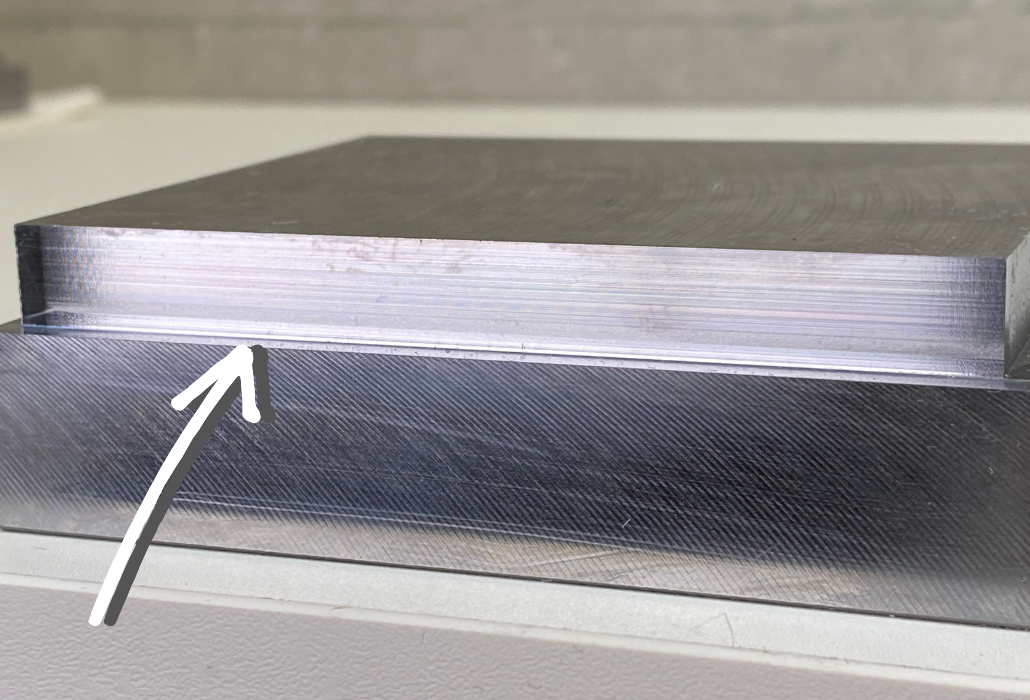
壁面や深溝の加工において、
シャンク部の干渉が避けられます。
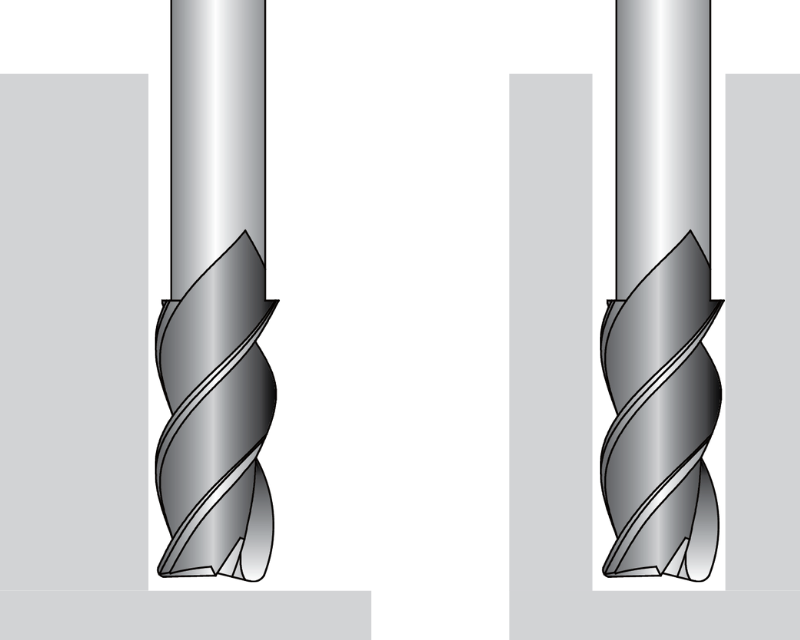

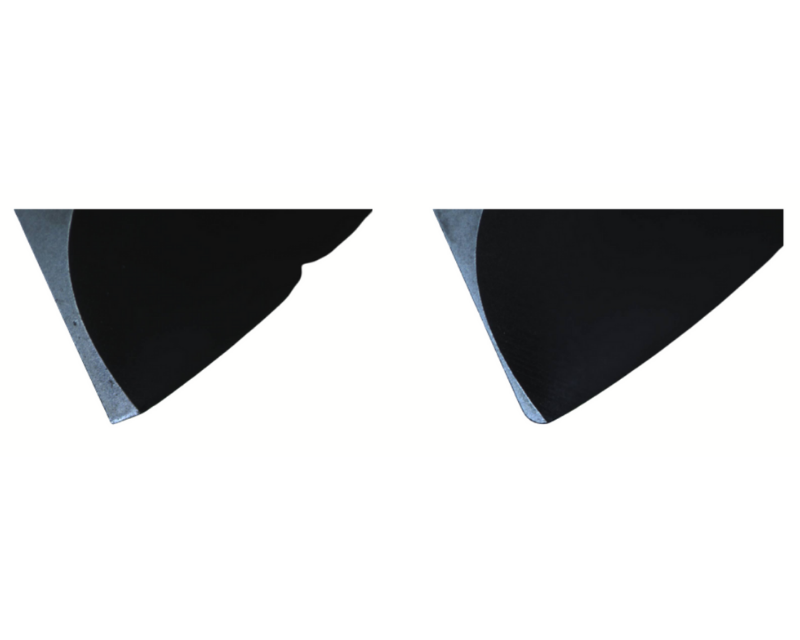
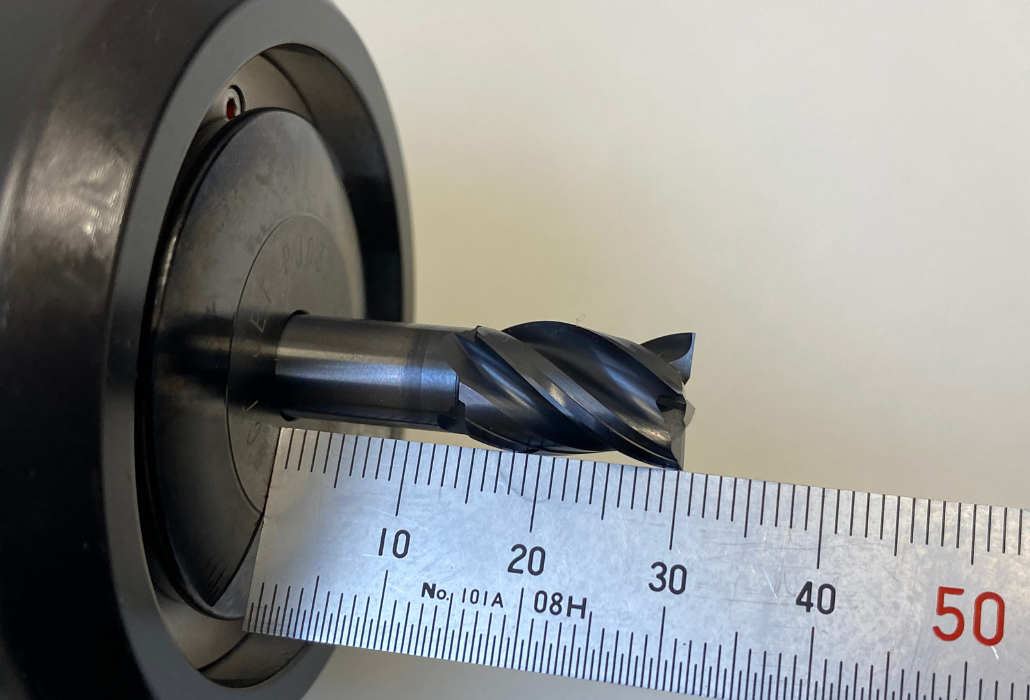
刃長以上の深さを加工する際に、工具の微小な倒れによるカド部の食い込み(スジの発生・段差)を抑制するためのR形状を設けています
刃径はΦ5~13をラインナップ。
4NV-US(スクエア)と
4NV-USR(ラジアス)の2種類
テストデータ
工具型番:4NV-US-10.0(刃径Φ10、シャンク径Φ8)
Vc=120m/min S=3,820rpm F=610mm/min fz=0.04mm ap=10
工具の突き出しが長くなるにつれどこまでae(径方向の切込)を下げる必要があるか、検証しました
-

加工設備
マザック VCN-430A(BT40) -
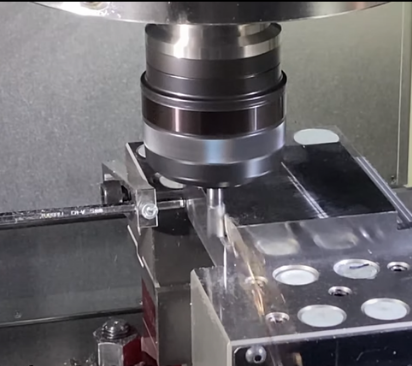
加工・ワーククランプ状況
ワーク材質:S50C
突き出し30mm
-
3Dまで突き出して加工
-
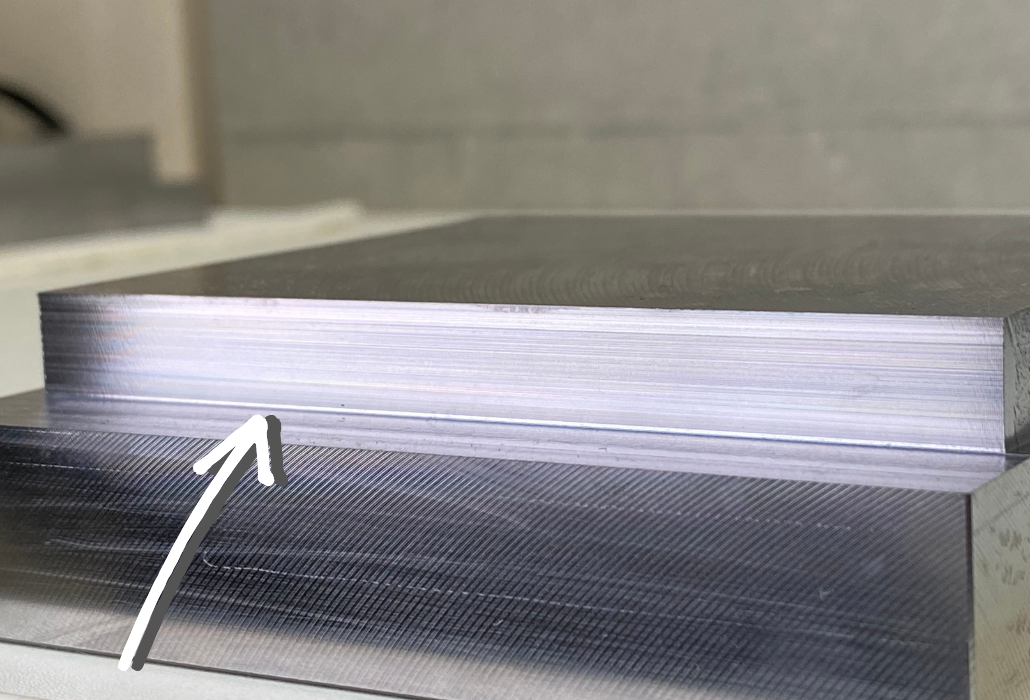
ae=4mm、ビビり無し
ae=4mmで3D程度の突き出し量であれば、良好な加工面が得られました。
突き出し40mm

-
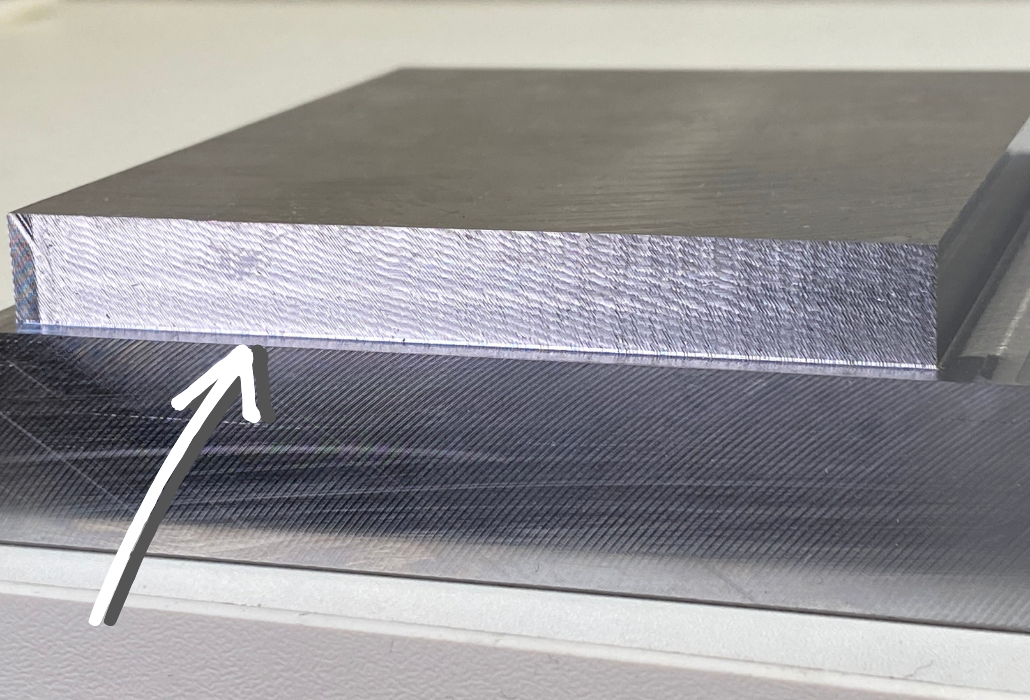
ae=2mm、ビビり発生
4Dほどの突き出しの場合、aeを2mmまで落としてもビビりが発生しました。
-
ae=1.5mm、ビビり無し
径方向の切込みを1.5mmに下げることでビビりを解消できました。
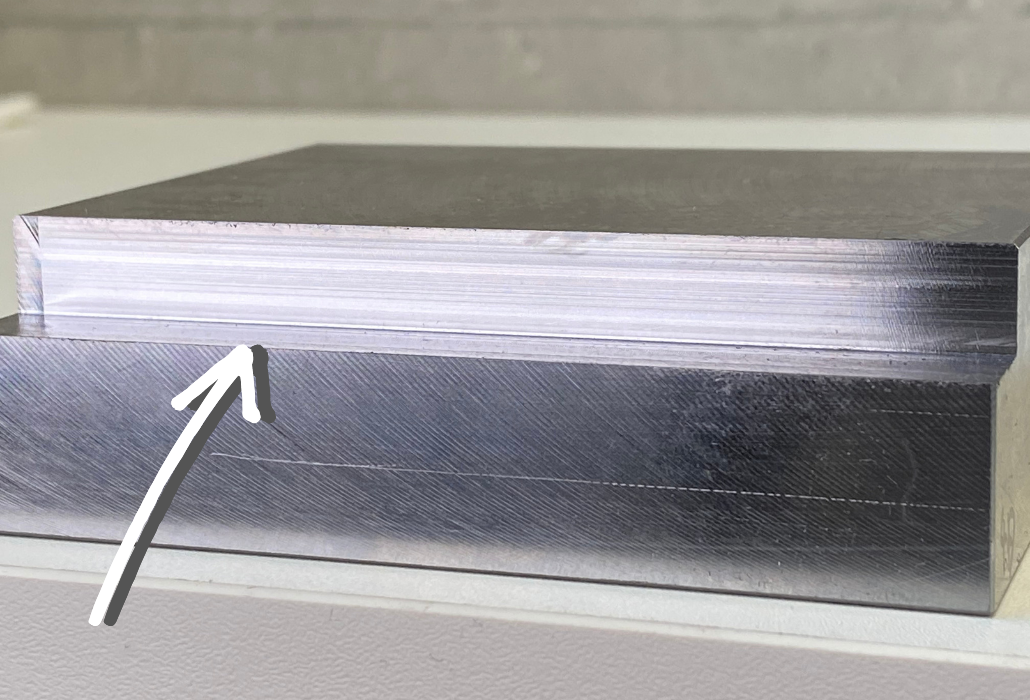
突き出し50mm

-
ae=1mm、ビビり発生
50mm(5D)まで突き出すと、ae1mmでもビビりが発生。
-
ae=0.5mm、ビビり無し
ae0.5mmまで落とすことでビビりを抑制できました。