低剛性設備でも径が大きくて刃枚数が多い、切れ味のあるチップ式エンドミルを使いたい!



![]()
概要
自動盤や小型旋盤で、円筒ワークのDカットなどではコーナーRが設定されていたりして、どうしてもエンドミルの底刃を使って加工しなければならない場合があるかと思います。
コストを抑えるために市販の安価なソリッドエンドミルを選定すると、
汎用的に使えるような設計のために刃長が必要以上に長くビビりの原因になったり、
ワークに適したコーナーRのラインナップが無い場合があります。
また、パス回数を減らしてサイクルタイムを短くするために太径のサイズへの置き換えを検討する場合、
設備やツーリングの問題により刃径よりもシャンク径を細くすることが必要になると、特殊対応のためコストが大幅に上がってしまいます。
一方、チップ式ではソリッドと比べて刃枚数が少なく生産性を上げにくいうえに、切れ味が不足することで寿命が悪く、交換頻度が気になる...等々。
自動盤・小型旋盤のエンドミル加工の問題にお応えすべく、ソリッド・チップ式のいくつかの特徴ある工具で比較検証をしました。
テスト内容
刃枚数や径が異なる工具を可能な限り横並びで評価するために、周速はVc=80m/minとVc=140m/minの2パターン、
送りは一刃当たり0.05mm、apは1mm ×2パス、aeは工具径の80%で統一してテストした。
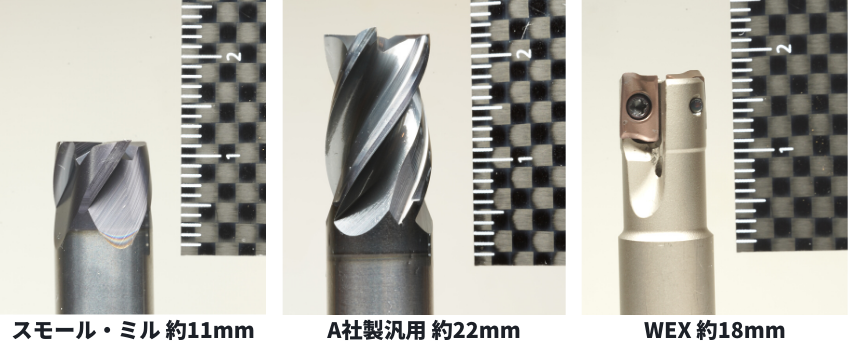
使用工具のご紹介
ソリッド
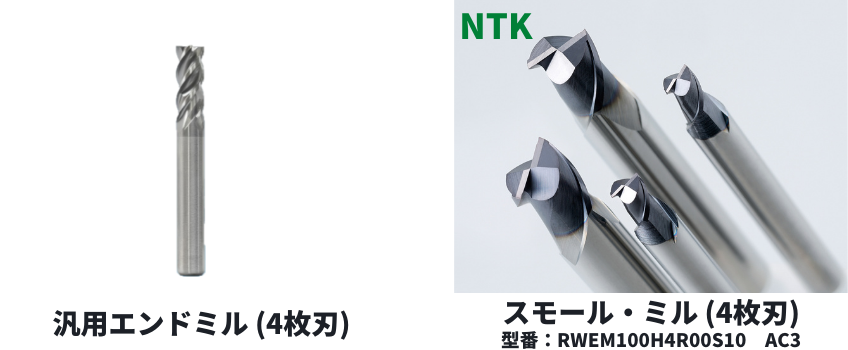
チップ式
コーナーRは0.2、シャンク径はΦ10という条件の中で、各シリーズ最大径となるように工具選定。
-

使用設備
CITIZEN MACHINARY
cincom A20 ドライ加工 -
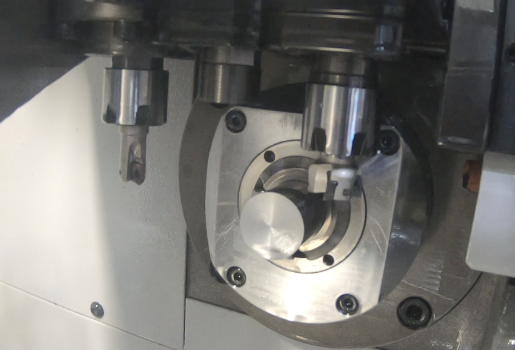
加工状況
Φ20ワーク
材質:S45C
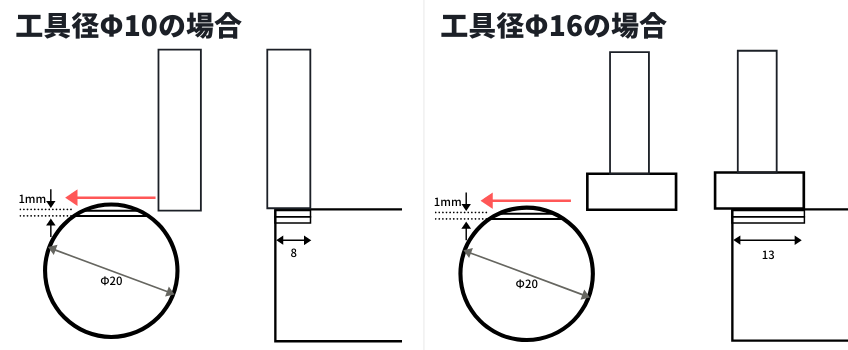
Φ10エンドミル突き出し量
Φ16エンドミル突き出し量

動画
加工音だけでなく振動を直感的にチェックできます
Dカットの戦い
テスト結果
汎用ソリッドエンドミル Vc=80m/min
底部はウロコ状の模様が発生し、壁面には縦縞模様が強く発生している。バリは少ないが、加工としては不安定であると予想できる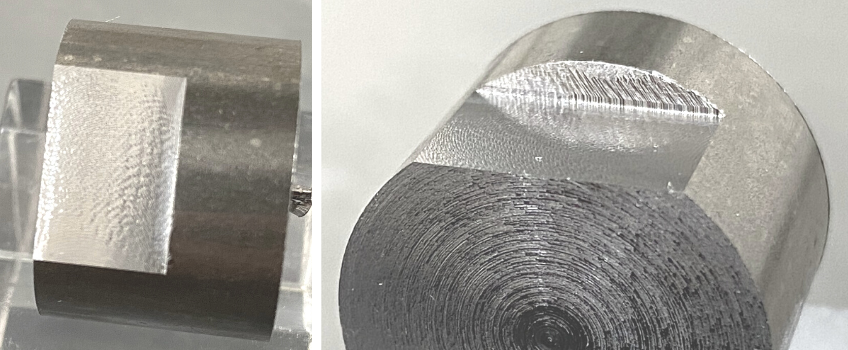
汎用ソリッドエンドミル Vc=140m/min
底面に波目の模様が発生した。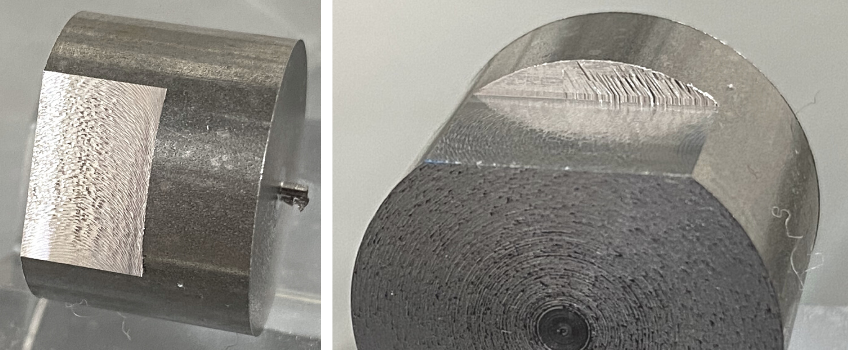
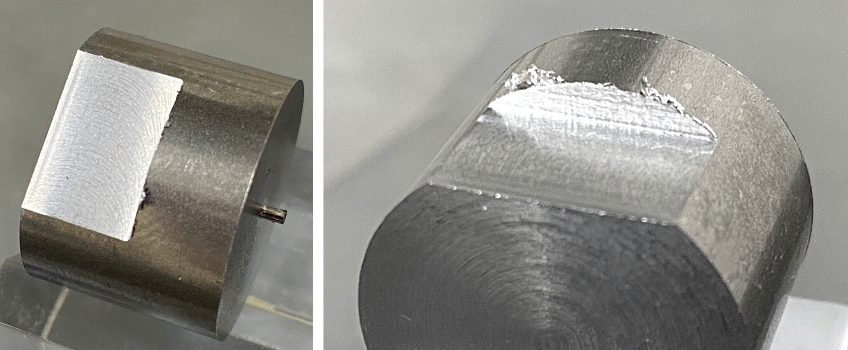
NTK スモール・ミル Vc=80m/min
底面は安定した加工面。壁際に微小なバリと縦縞模様が確認できるが、概ね良好な結果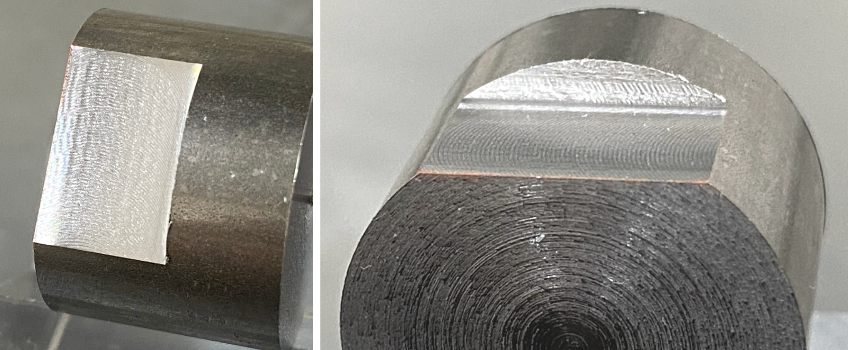
NTK スモール・ミル Vc=140m/min
底面はウロコ状の加工面となり、壁面の縦縞模様が強くなった。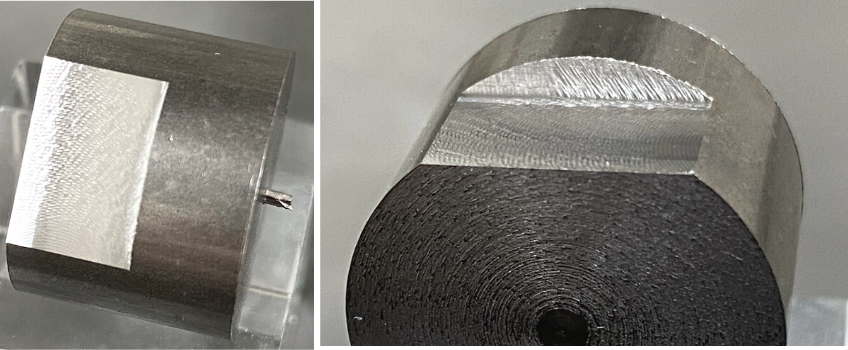
住友 WEX Vc=80m/min
底面は良好だが、壁面に大きくバリが発生し、強く白濁している。切れ味重視のLブレーカーも使用したが、この傾向に変化はなかった。
また、LブレーカーはコーナーR0.4以上が標準品。
住友 WEX Vc=140m/min
底面や壁面の白濁が強くなり、バリは改善されていない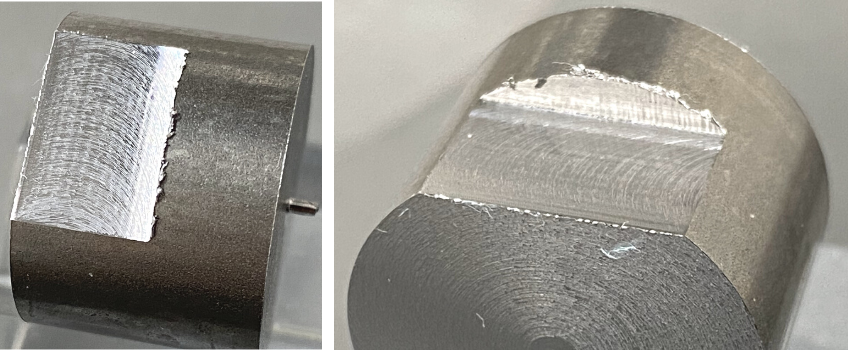
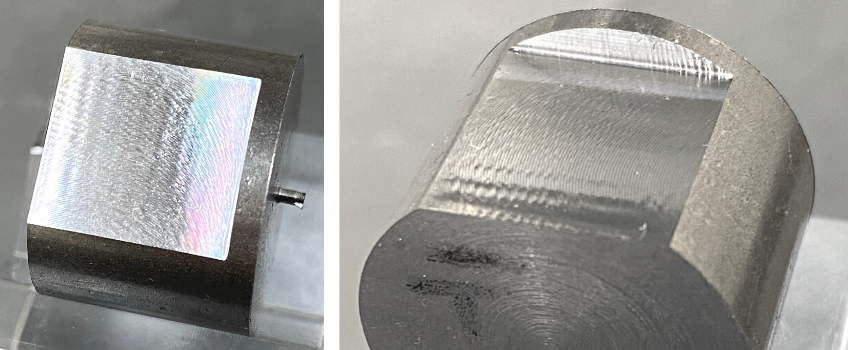
住友 WEZ Vc=80m/min
底面・壁面ともに安定している。壁面や工具の抜け際のコーナーに若干のバリが確認できる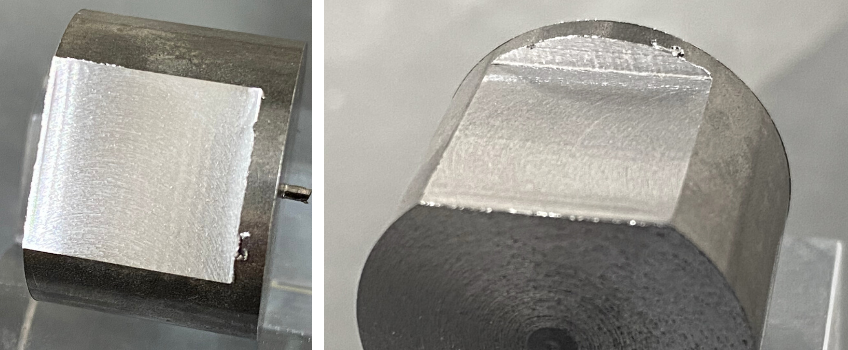
住友 WEZ Vc=140m/min
底面のツールマークが目立つようになったが、他工具と比べて周速upによる変化はすくない。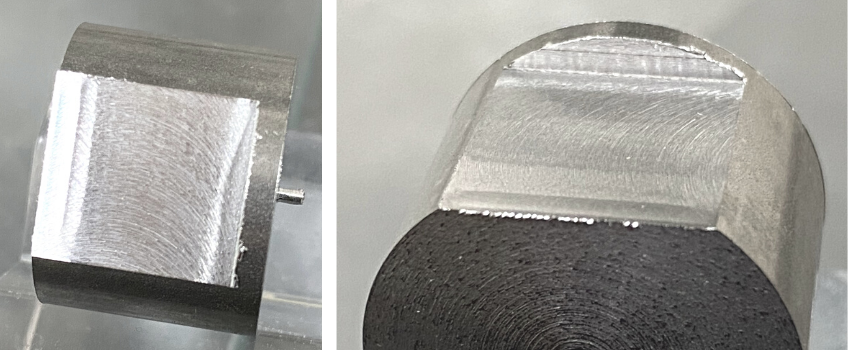
テグテック CHASEMILL Vc=80m/min
底面・壁面ともに光沢があり、今回のテストでは最もいい結果。バリも見られない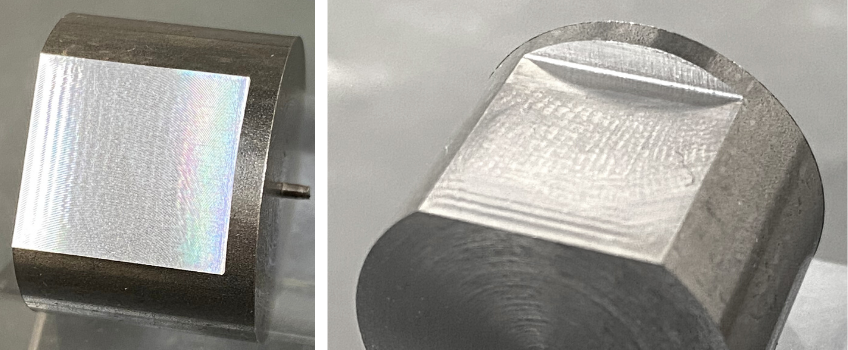
テグテック CHASEMILL Vc=140m/min
加工音は大きくなり底面のうねりが若干確認できるが、バリは確認できず、白濁もなかった。
溝加工(ae=16mm) テグテック・チェイスミル
この条件でチェイスミルで溝加工をした場合は底面が荒れ、安定しなかった。切れ味があることから、バリは見当たらない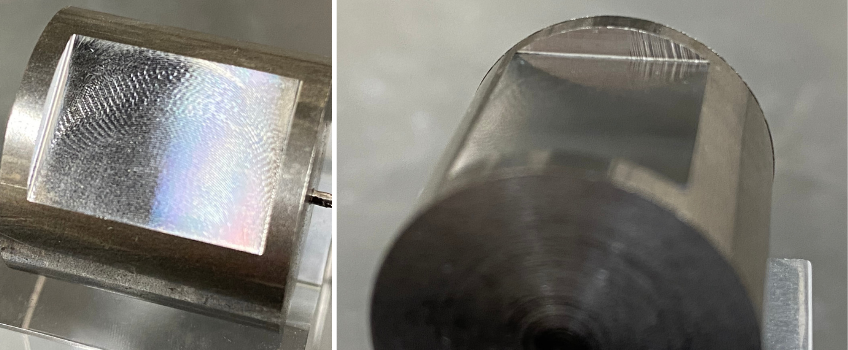
溝加工(ae=16mm) 住友・WEZ
端面を当てることで切削抵抗を抑えられるため底面は比較的安定しているが、バリは大きい。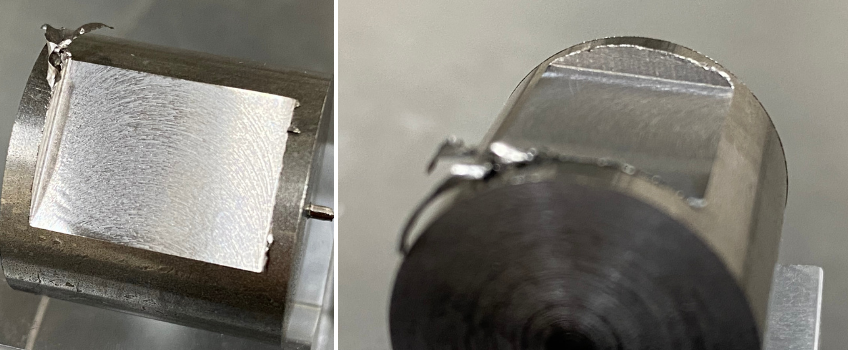
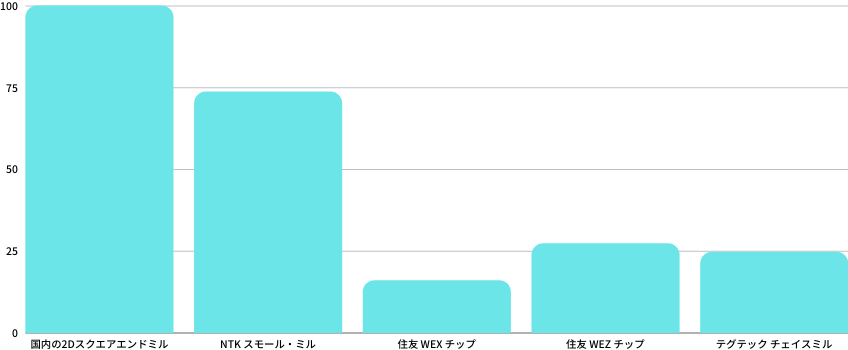
価格
*国内の汎用エンドミルの価格を100とした時の価格1枚刃(1コーナー)当たりの単価で計算。(4枚刃エンドミルは単価÷4、チップはチップ単価÷2)
*チップは最小サイズでコーナーR0.2となるように選定。