高能率リーマってそんなに良いの?



![]()
概要
Cominixでは高能率リーマの採用成功事例が多く、おすすめしやすい工具として定着していますが、
いままで使ったことがない・知らなかったという方もいらっしゃるかと思います。
2020年の新製品として住友から高能率リーマSSRが出てきましたので、従来から人気のグーリングHR500と比較テストし、ご参考頂けるようなデータを取ってみました。
そもそも高能率リーマとは?
高い回転速度や送りを、高精度領域で実現することが出来るリーマです
-

一般鋼用リーマΦ8の推奨切削条件最大
テーブル送りで240~300mm/min程度 -

グーリングHR500リーマΦ8推奨切削条件
テーブル送りで最大17,910mm/min
汎用リーマとHR500リーマでは、
カタログ値の推奨加工条件であっても大きな違いがあることがわかります。
また、回転当たりの送りが高いことで、
工具がワークに擦過する回数が減る分、大幅な寿命延長も見込めます。
なぜ高能率で加工できるの?
理由1:バックテーパーの違い
-
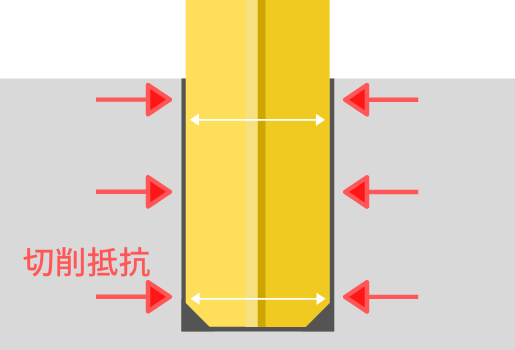
一般的な汎用リーマ:バックテーパー(小)
バックテーパーが小さいためワークと工具外周の接触範囲が広くなり、切削抵抗を受ける範囲が広くなる。
→高い送りに対応出来ません -
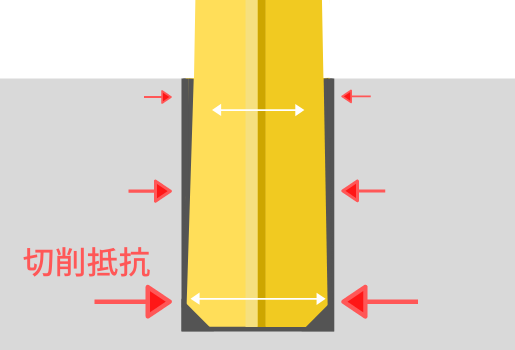
高能率リーマ:バックテーパー(大)
バックテーパーが比較的大きいためワークと工具外周の接触範囲が狭いが、切削抵抗を受ける範囲も狭くなる。
→機械の剛性や精度が良ければ、高い送りを実現出来るようになります。
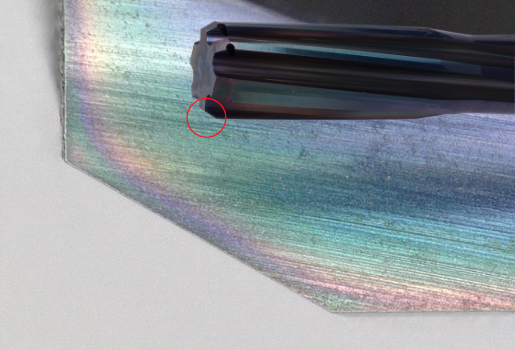
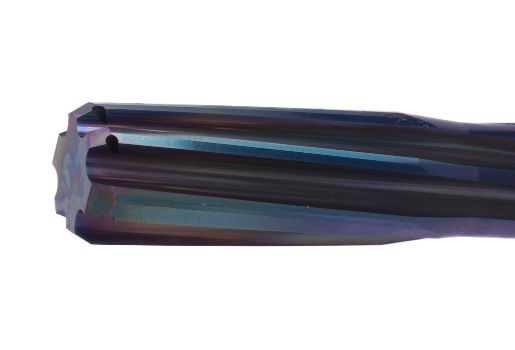
理由2:従来型のリーマと比べ、高水準の表面品質
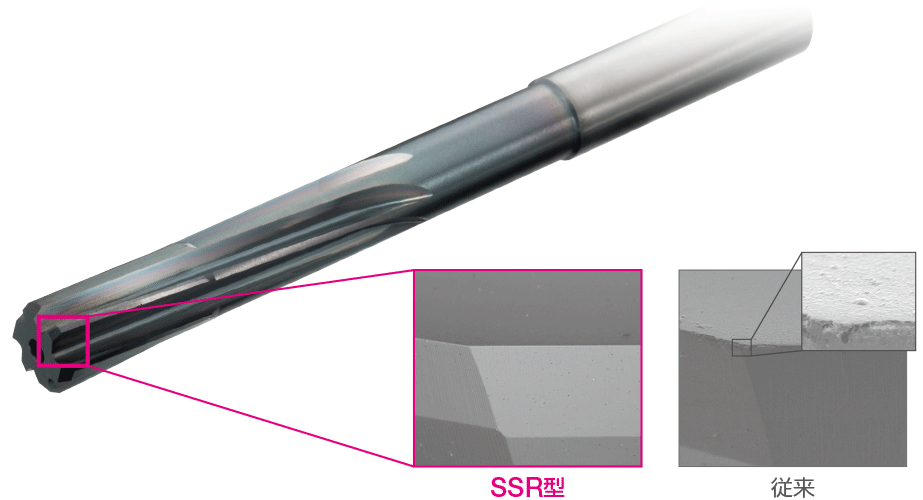
高い送りを実現するために必要な表面品質
高送りによる切削抵抗を軽減するために、極めて高い水準の表面品質が必要です。
*工具母材とコーティング 双方の品質追求によるもの。
(*住友開発談)
(写真は住友SSRリーマカタログより抜粋)
グーリング・住友の高能率リーマそれぞれの特徴
次に、従来から人気のグーリングHR500リーマと、住友新製品SSRリーマの違いを見ていきます。
①止まり穴仕様ver.の食いつき角の違い
-
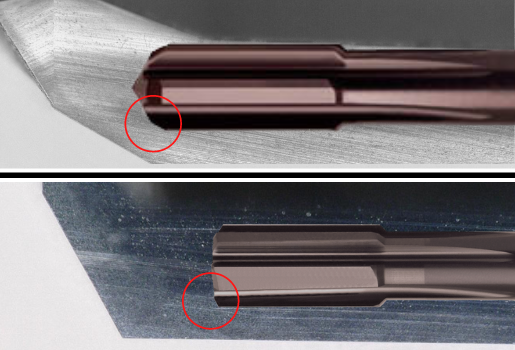
グーリング食いつき角:貫通30°、止まり60°
メリット:止まり穴の穴底ギリギリまで加工できる
デメリット:住友と比較すると、止まり穴用は食いつき時の刃先への衝撃が大きい -
住友食いつき角:貫通/止まりともに30°
メリット:マイルドに食いつく為、刃先への衝撃が少なくなる
デメリット:食いつき部分が長いため、止まり穴の場合はグーリングと比べて、穴底ギリギリまで加工できない
-

グーリング食いつき角:60°(両側で120°)
ギリギリまで加工できるが、食いつきは比較的ハード
-

住友食いつき角:30°(両側で60°)
食いつきは比較的マイルドだが、奥底まで加工できない
②フルート形状の違い
-

グーリング:直刃
メリット:刃先強度が強い
デメリット:切りくず排出性能と切れ味は劣る -
住友:弱右ねじれ
メリット:切りくず排出性能と切れ味は優位
デメリット:刃先強度が弱い
③貫通穴用途の給油方式の違い
-
グーリング:シャンクスルー
-

住友:先端付近で枝わかれする
④ラインナップ
-

グーリング:ソリッドや大径の付け刃タイプも
Cominix在庫も豊富です。
サーメット材質や、鋳鉄・アルミ向けも標準品。 -

住友:超硬ソリッドのみラインナップ。
(上記のラインナップは2021.02月現在)
⑤価格
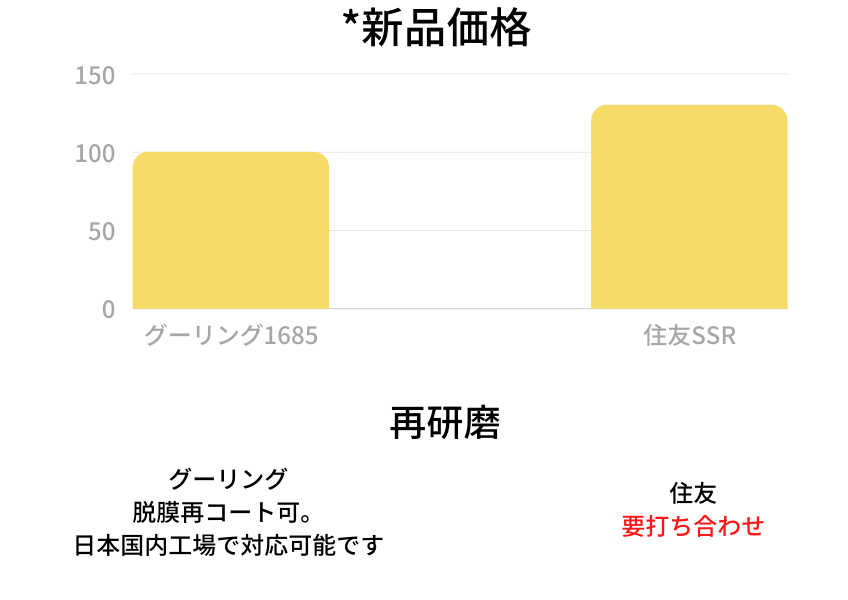
*HR500リーマを100とした時の価格比較グラフ
*Φ8コーティング超硬 ソリッドタイプで比較
テストレポート
テスト概要
上記の特長から、
グーリングは刃先強度重視、住友は切れ味重視の設計であることが観察できた。
そこで、
「切れ味が必要な低~中程度の回転速度や送り領域では住友SSRリーマ、刃先強度が必要となる高速・高送り領域ではグーリングHR500リーマ」という使い分けの提案ができるのではないか?
と考え、その仮説を検証するためにテストを実施。
テスト内容:グーリング・住友リーマで、
それぞれのカタログ下限値(Vc=80m/min,f=0.6mm/rev)と上限値(Vc=250m/min,f=1.5mm/rev)で検証。
加工条件の違いにより、穴精度や切りくず、刃先においてそれぞれのリーマにどのような違いが出るか観察を行う。
使用工具
グーリング:1685 08.000 (給油方式:センタースルー)
住友 :SSR 08000JS (給油方式:センタースルー)
-

加工設備:ロボドリル(BT30)
クーラント圧:2MPa エマルジョン 約10% -
ワーク材質:SCM415
深さ20mm 止まり穴
以下、テスト結果報告
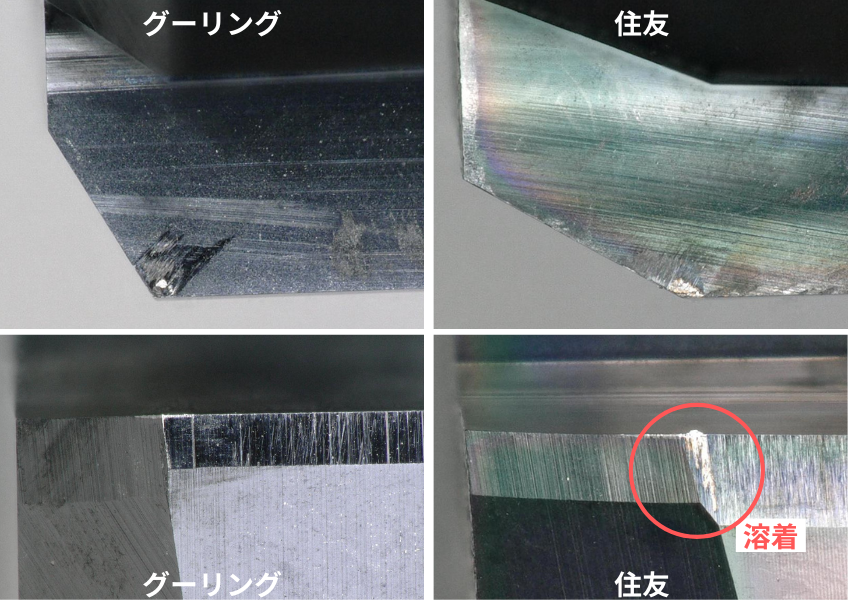
刃先比較:低速領域(Vc80,f=0.6mm/rev)で255穴(5.1m)加工後
グーリングHR500は推奨条件の下限値以下の加工でも見た目の大きな変化は起きていないが、推奨領域内である住友SSRは溶着が発生。
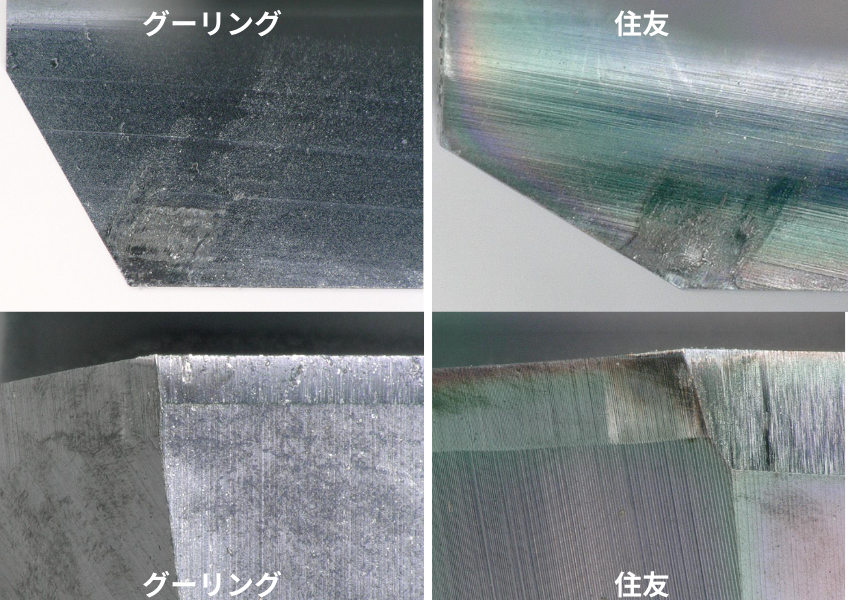
刃先比較:高速領域(Vc250,f=1.5mm/rev)で255穴(5.1m)加工後
低速の加工条件と比較して送りが高く、擦過回数が少ないこともあり、この加工距離では摩耗や溶着は見当たらない。
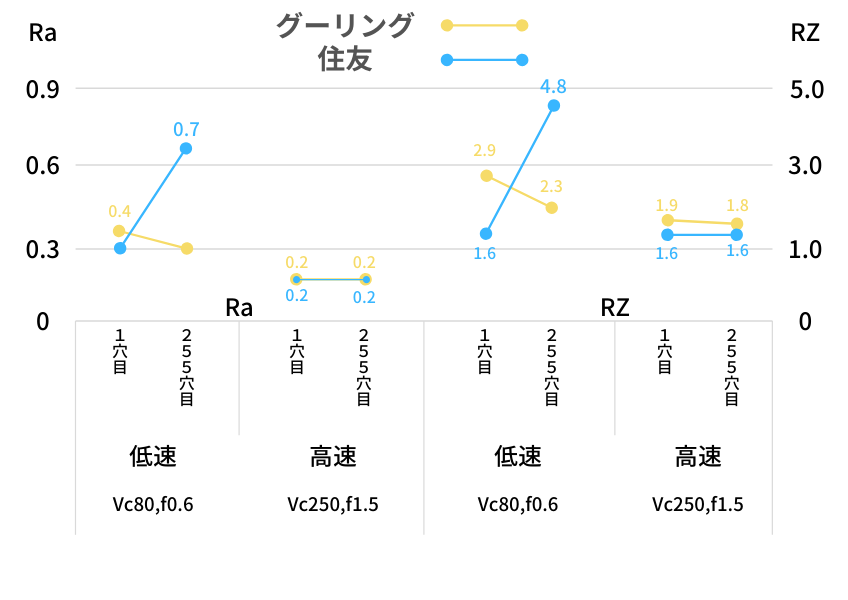
面粗さ・真円度・円筒度・穴径変化量の比較グラフ
面粗さ比較
低速領域で、Ra、RZともに住友の悪化が目立っている。溶着が影響していると考えられる。
真円度・円筒度比較
両社ともに10μm以下で、まだまだ高品質な状態。低速時に住友SSRリーマが若干良好な傾向
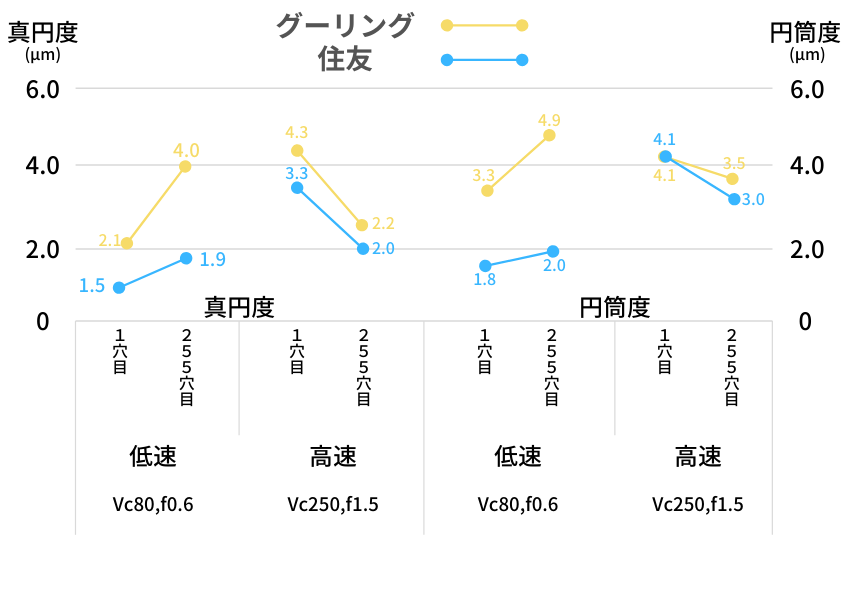
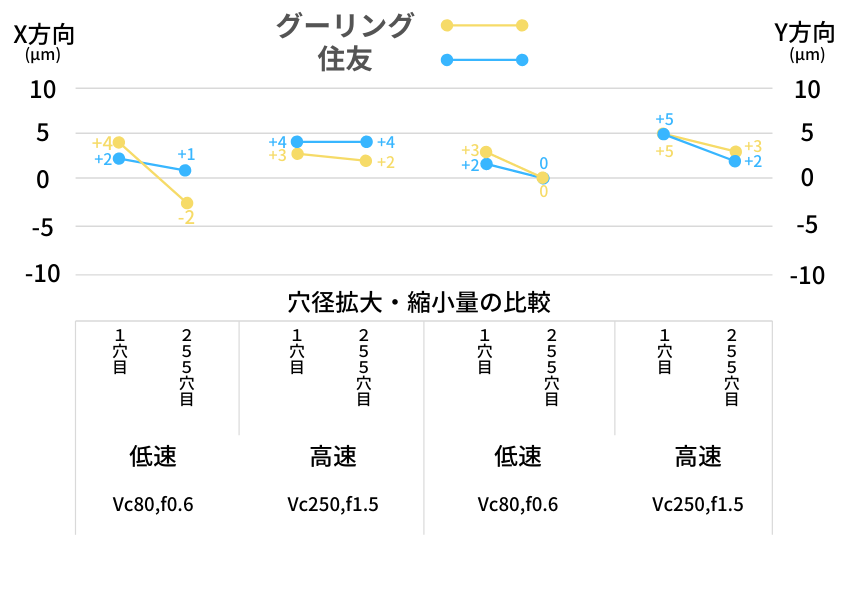
穴径拡大・縮小量の比較
大きな差は確認できないが、低速時に住友SSRが若干良好な傾向
(実際の工具刃径から比較して、どの程度穴径が拡大縮小したかというグラフ。振れ精度は1~2μm。)
テスト結果のまとめと動画
住友SSRはグーリングと比べて切れ味重視の設計であるように見受けられたが、「工具特徴的に優位に思えるBT30設備の低速領域でSSRリーマで溶着が発生し、面粗さに影響したこと」について、住友・SSR開発の方にインタビューを実施。
また、低速条件時のHR500リーマの切りくず巻き付きについて、グーリングのご担当にインタビューをしてみました。
極端な振り幅の加工条件で比較検証をすることで、高能率リーマではBT30設備であってもカタログ推奨条件の下限値よりも上限値付近で加工する方が面粗さや穴精度が高水準で安定することがわかりました。
しかし初めてのテストでご使用される際は、食いつき時のビビり・刃先へのダメージ等を考慮すると、カタログ推奨値の下限値でも上限値でもなく中央値付近でのトライをお勧めいたします。
高能率リーマのなかで、おすすめの工具・条件を探る。