多枚刃エンドミルを使って粗加工!



ダイナミックミーリングと
トロコイド加工
低抵抗 × 多枚刃 × 高い周速
=高能率の粗加工

この記事の目次
概要
軸方向への加工パスを数パスに分けて粗加工されている場合、今回ご紹介するダイナミックミーリングの加工方法が有効かもしれません。
仕上げ用途に使われることの多い多枚刃エンドミルであれば
刃数が多いため寿命は有利、芯厚が厚く高剛性。
一般的な刃形状であれば各社標準ラインナップがあるため選べる工具の選択肢も広がりますし、加工能率を上げることも可能です。
今回は汎用用途のYG-1社製のV7 plusエンドミルと、
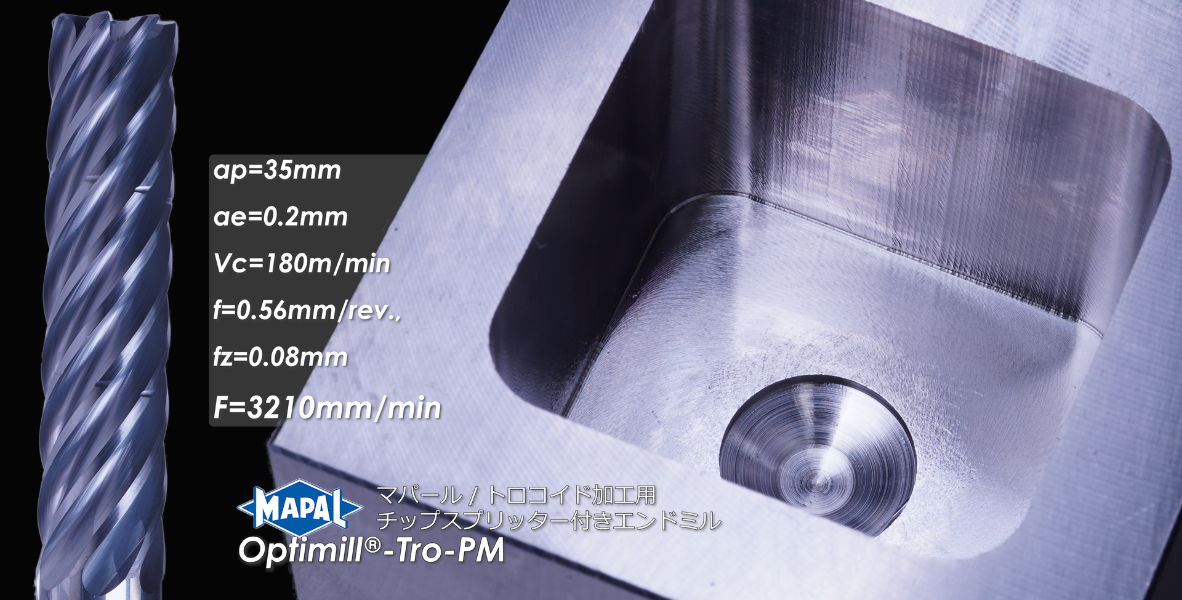
切りくずが分断出来るマパールのチップスプリッター付きトロコイド加工用エンドミルを使って実際の加工をお見せいたします。
ダイナミックミーリング、トロコイド加工とは
左:従来型の粗加工の加工パス 右:ダイナミックミーリングの加工パス
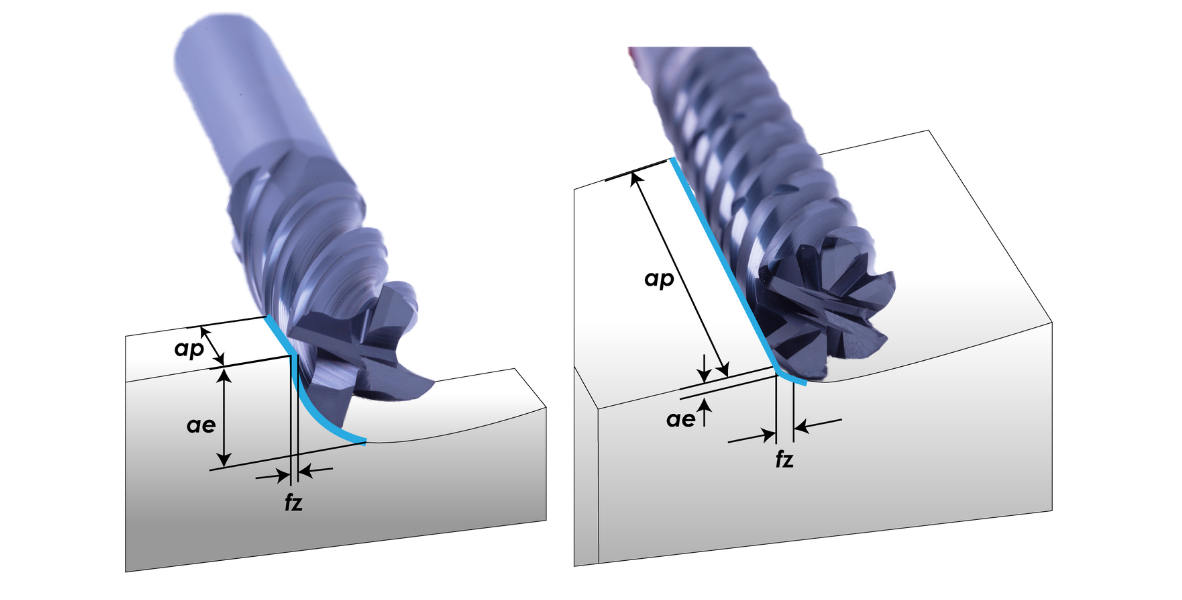
従来型の加工よりもaeを小さくすることで粗加工時における切れ刃への切削抵抗を減らします。
一方、刃長を長く当てることによってap方向への加工パスを削減できます。
刃長の長い多枚刃エンドミルは芯厚が厚く、高剛性。
工具が逃げにくく 刃枚数が多い分 回転当たりの送りも上げられるため、
aeが大きい粗加工よりも加工時間の短縮が出来る可能性が高まる という原理です。
トロコイド加工は類似コンセプトですが、円形の加工パスでワークにアプローチする加工方法です。

それぞれの加工のテストレポート
軸方向に深い立壁加工
-

加工設備
マザック VCN-430A(BT40) -
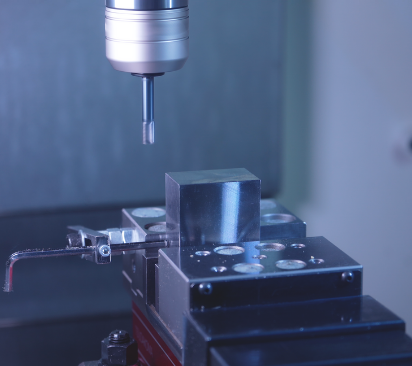
加工・ワーククランプ状況
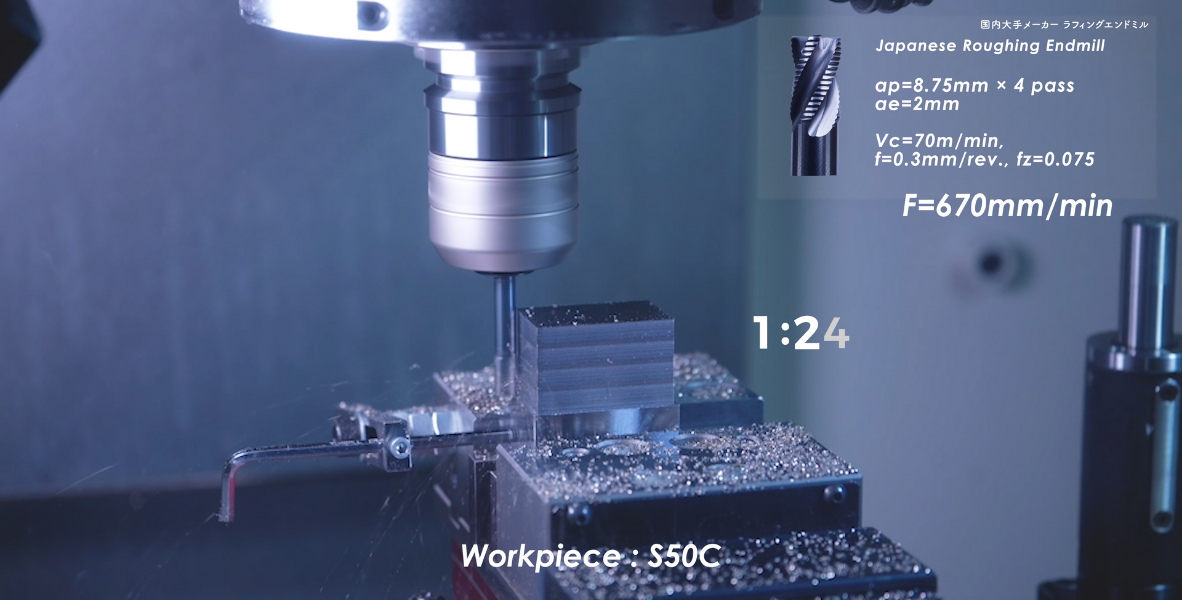
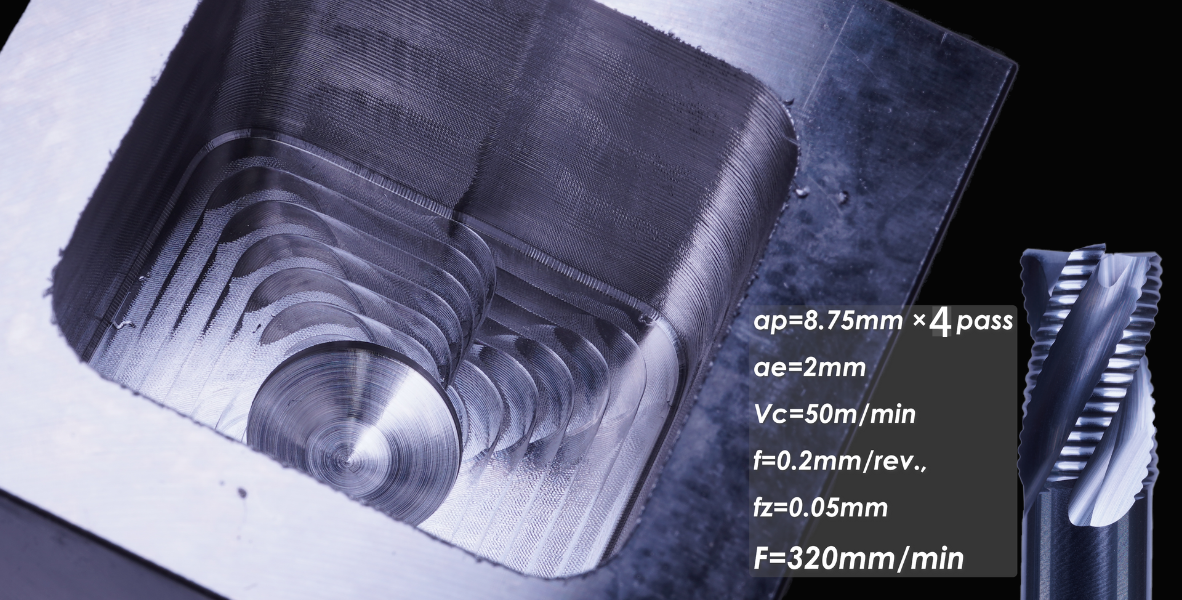
ワーク材質:S50C
従来通りの加工方法:国内製 ロングシャンクのラフィングエンドミル

apは4パス、aeは2mm切り込む粗加工の方法。
ダイナミックミーリングの加工パス:YG-1 V7エンドミル (GMG14100)
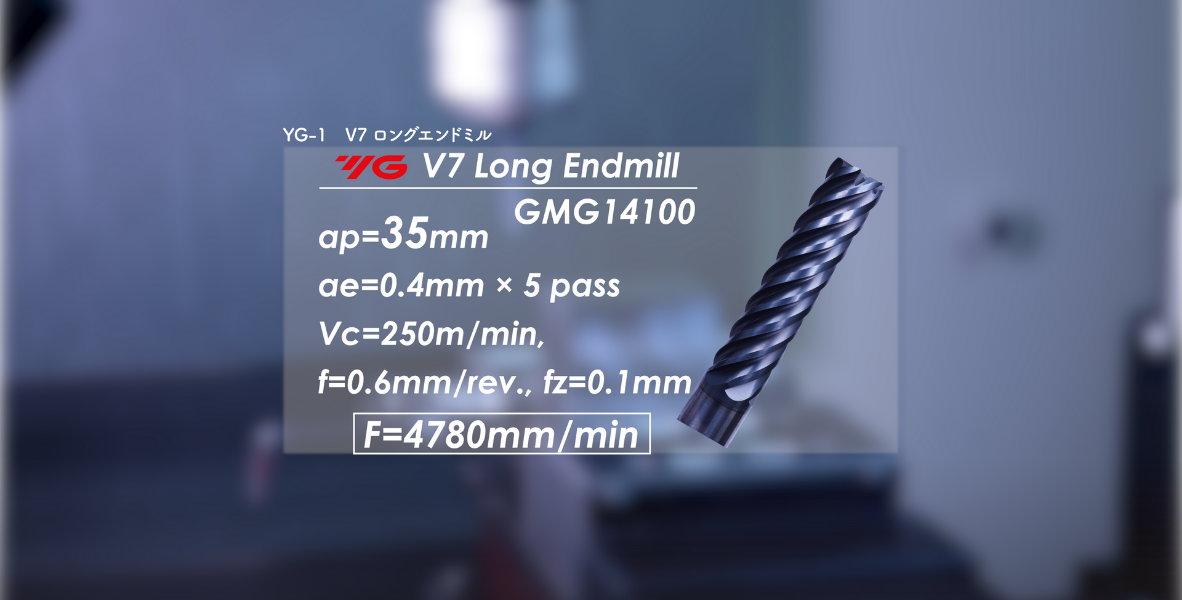
ap方向は35mm、aeは0.4mmの5パス。
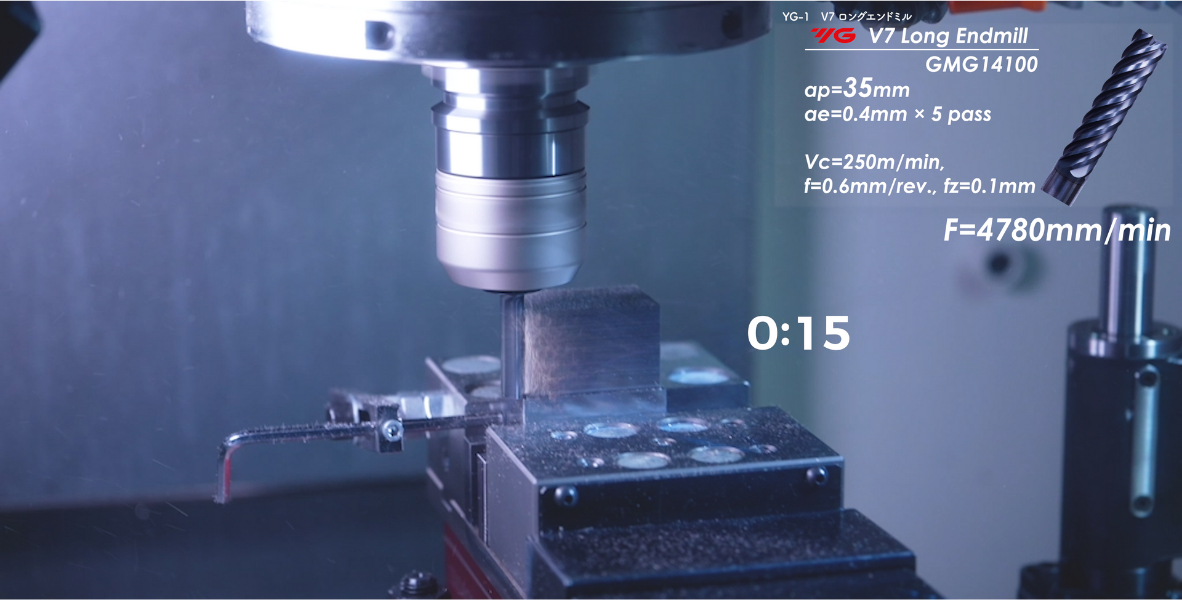
→ダイナミックミーリングの加工パスでは約15秒で加工完了
ポケットの粗加工:トロコイド加工
-
加工設備
マザック VCN-430A(BT40) -
加工・ワーククランプ状況
ワーク材質:SUS304
→刃長の短いラフィングエンドミルの加工時間は7分33秒